
Building Confidence in Additive Manufacturing for Tooling
New potential for mold tooling applications is reached with custom-designed materials for additive manufacturing.

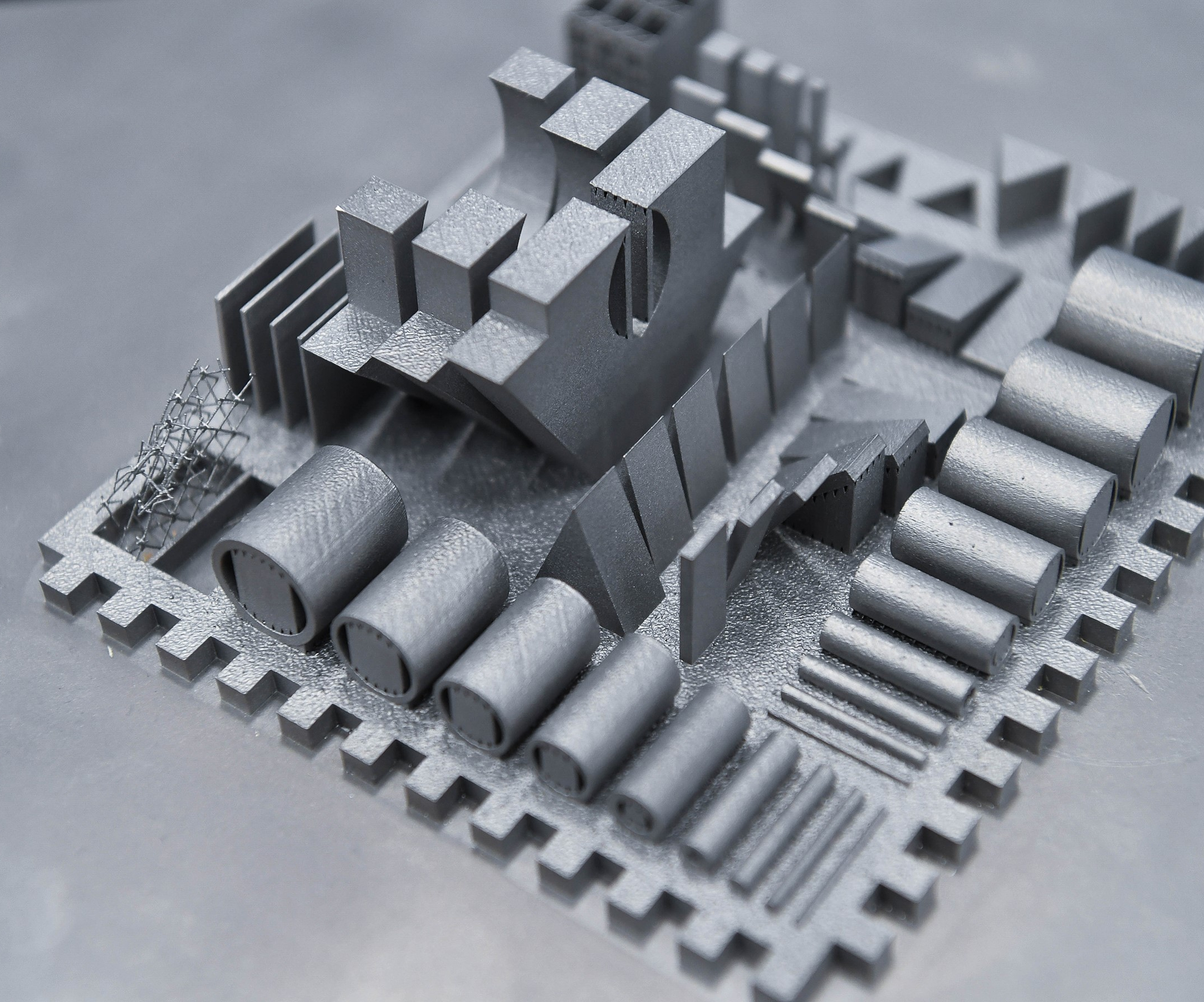
This part is an example of a build Voestalpine uses to develop the processing parameters for a given powder. Note the various shapes, angles, wall thicknesses, etc. This exercise is the AM equivalent of developing “feeds and speeds” for a powder. There are also builds that create sample coupons for a given material to confirm mechanical properties under different processing parameters. Images courtesy of Voestalpine.
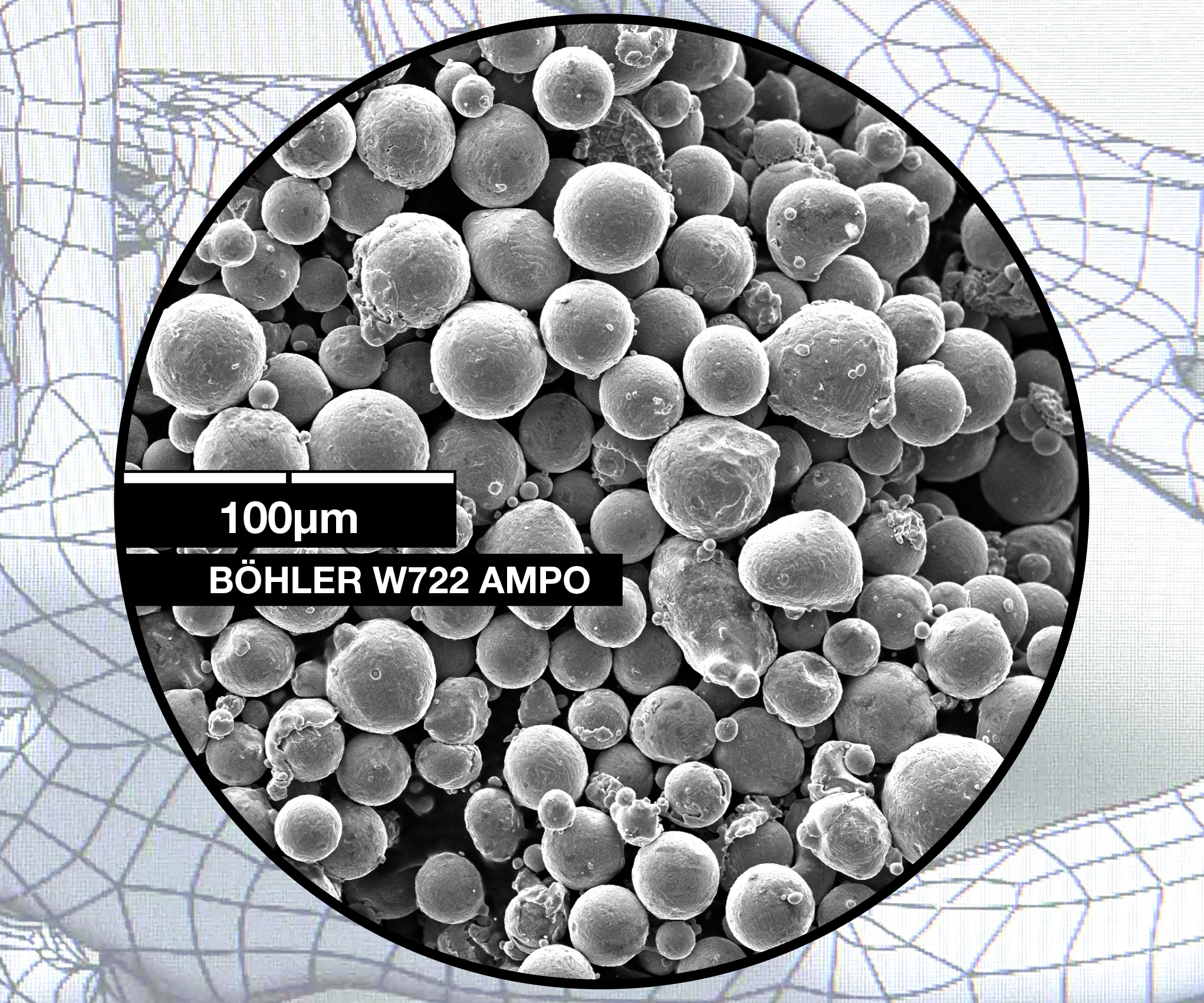
Chemical composition, particle size distribution, particle shape, particle flowability and particle density are five material aspects to consider in AM powder.

Powder-bed fusion technology built this part with required support structures and a specific part orientation, which are two key considerations that allow designers to fully exploit the freedom of design AM affords.

Any necessary postprocessing to remove excess powder and support structures occurs after the AM build, including final machining, heat treatment, polishing and coating to achieve final application readiness.

This additive manufacturing powder material atomization equipment is located at the Voestalpine Böhler Edelstahl in Kapfenberg, Austria.



The start of any good product is the raw material, and that’s what Voestalpine is all about. Known in moldmaking circles for its Bohler and Uddeholm brands with their tool steel product lines, Voestalpine has also invested in the additive arena with its AM tooling powder development, and why not? The company already knows the tooling marketplace and can provide its material in wire, billet, block or round bar form. By offering custom-designed powders for additive manufacturing (AM), the company wants to bring new potential for specific tooling applications with productivity benefits that exceed those of generic powders. However, using the right material for the application is just one part of successful additive manufacturing.
AM Material Aspects
The key to additive manufacturing is determining the most appropriate path of production for a particular part, encompassing design, method of manufacturing and material selection Let’s focus on the powder.



Sami Arsan, P. Eng., PMP, CAM-F, Voestalpine’s vice president advanced and additive manufacturing technologies in North America, says that the five material aspects to consider for AM powder for tooling are:
- Chemical composition
- Particle size distribution
- Particle shape
- Particle flowability
- Particle density
Changing any of these five powder aspects will impact the quality of the AM part, and requirements for each one vary across the available AM technologies. For example, particle size distribution for powder-based fusion technology must be 15 to 45 microns, compared to direct energy deposition (DED), which can be 50 to 150 microns. As a result, Voestalpine has invested in a lot of R&D to study AM powder material and to ensure its materials meet industry standards and customer requirements. In addition to the powder quality, humidity and oxygen content must be controlled during any handling processes, from mill to point-of-use.
As a materials supplier to the mold tooling industry, the Voestalpine Group has developed a range of customized powders for additive manufacturing. Uddeholm produces Uddeholm AM Corrax powder, which is tailored for tooling with appropriate polishability and corrosion and wear resistance properties. Corrax is both a tool steel and AM powder with similar microstructures, hardness levels and mechanical properties. The powder’s main application is conformal-cooled inserts. The company is also currently developing a powder for high-pressure die casting. The Bohler lineup of products under the AMPO brand features Bohler M789 AMPO, an alloy that combines the easy printability of a maraging steel with the corrosion resistance of a 17-4PH material. M789 AMPO requires no preheating during the printing process and reaches 52 HRC by applying a simple heat treatment.
AM needs to be a more integrative, holistic approach with the right powder to postprocessing partner.
AM Process and Supply Chain
Voestalpine sees itself as a solutions provider, not just a raw materials supplier. The company’s vision is to provide whatever the customer needs, and it does this by adding one more layer of service in engineering, according to Arsan. “We sit with customers every day and listen to their pain points. We hear their questions and provide feedback into the product development of the mill. AM needs to be a more integrative, holistic approach. The result is the total value of the performance improvement,” he says.
AM is “push and pull” technology, he says. What he means is that a customer may come to them with a problem, and Voestalpine’s team of material sciences design engineers, application engineers and simulation engineers work together with the customer to determine if additive could be a solution. Voestalpine then provides a proposal for additive. The customer pulls an answer from them.
The push is when Voestalpine communicates with its customers and tries to push the technology, mainly to designers. “Do you have restrictions in your current design? If we give you more freedom in design, will you be able to design a better insert? Because of their current manufacturing limitations, they usually say ‘Oh yes,’” Arsan says.
Voestalpine identifies the customer need and offers a complete manufacturing solution, including powder development, design, simulation, additive manufacturing build, heat treatment, coating, machining and inspection, a literal one-stop shop providing the whole value chain of AM. “If anything goes wrong, you can trace it back to the root cause,” he says.
Arsan breaks down the four broad, interrelated stages of additive manufacturing: design and engineering, AM production technology and powder selection, AM production, and finish manufacturing. Each stage comprises several process elements requiring distinct expertise:
- Design and engineering begins with understanding the design intent of the component and operating conditions. The design is optimized utilizing simulations to achieve the targets.
- AM technology and powder selection involves selecting both the optimum AM technology for the given component and the suitable powder.
- AM processing and production includes setting the parameters for the AM process, building the item using AM equipment, postprocessing to remove supporting structures, and heat treatment and hot isostatic pressing (HIPping) if required to ensure desired material properties.
- Finish manufacturing including final machining, polishing and coatings, and final inspection as required to achieve final application readiness.
This highly integrated chain demands a superior level of coordination and open dialogue, as misalignment among these disciplines can undermine the product’s final quality and integrity.
“For example, powders can oxidize if not professionally sealed and protected. Faulty process parameters can result in pores and cracks or deformation. And, lack of optimization and precise control in the heat treatment, hot isostatic pressing and final machining processes can impact the final quality and integrity of the AM product,” Arsan says.
Managing communication among multiple independent suppliers demands a high level of expertise for the project manager, who must understand all aspects of this rapidly advancing technology to ensure quality and component integrity. The payoff for managing all this successfully, though, is an improvement in performance.
“The key is to get data before you build.”
AM Access
Voestalpine has global access to powder-bed fusion and DED via technology from EOS, SLM, Trumpf, Renishaw and DMG MORI located in major manufacturing centers across the globe. As work comes in, the team assesses it and sends it out to the appropriate location for design and manufacturing. These Additive Manufacturing Centers are part of Voestalpine AG’s High Performance Metals Division, which produces high-performance materials and offers customer-specific, value-added services, such as heat treatment and surface coatings.
“These Centers offer a full suite of AM and engineering services throughout the manufacturing value chain, founded on deep experience in materials and processing. We offer the end-to-end solution as a business partner for AM—starting from metal powder production and development from Bohler and Uddeholm to design, manufacturing and postprocessing,” Arsan says.
So, if a mold shop is ready to select an AM powder, it should work with its AM partner to use inspection reports to verify powder characteristics. For example, to qualify particle size distribution, use a laser to examine a sample of the powder; for particle shape use a microscope to determine how spherical the powder is, as well as the aspect ratio, and for flowability, measure the number of seconds it takes to flow 50 grams of the powder. These are industry standards available to identify the quality of the powder.
Simulations can also prove out the effectiveness of AM powder for tooling, such as finite element analysis (FEA) for structure and computational fluid dynamics (CFD) for flow and plastic component. “The role of simulation and modeling is key to building confidence in the AM design and to understanding the performance impact of an AM design, such as cooling time reduction on total cycle time and then production economics,” Arsan says. For example, Voestalpine takes the AM Corrax data sheet (chemical composition and mechanical properties) and enters the information into simulation software to simulate the performance of the injection process. “The key is to get data before you build,” Arsan says.







Related Content

Video: Mold Base for Product Development With 3D Printed Molds
Alba Enterprises created a mold base to match the needs and pacing of product iteration using mold tooling made via additive manufacturing
Read More
Make Every Shot Count: Mold Simulation Maximizes Functional Parts From Printed Tooling
If a printed tool only has a finite number of shots in it, why waste any of them on process development?
Read More
3D Printing Molds With Metal Paste: The Mantle Process Explained (Video)
Metal paste is the starting point for a process using 3D printing, CNC shaping and sintering to deliver precise H13 or P20 steel tooling for plastics injection molding. Peter Zelinski talks through the steps of the process in this video filmed with Mantle equipment.
Read More
Video: Hybrid Manufacturing Without Melting: Hermle’s Metal Powder Application (MPA) Process
The Metal Powder Application (MPA) process uses cold spray to apply metal to an existing workpiece. Because the material deforms rather than melts, MPA opens new possibilities for functional grading and other multimaterial applications.
Read MoreRead Next

Considerations for AM Powder for Tooling
The start of any good product is the raw material, and that includes additive manufacturing powder for tooling.
Read More
Injection Molding with the Geometric Complexity of 3D Printing
The Freeform Injection Molding (FIM) process from Addifab allows for injection molding resins to be processed into shapes not otherwise possible.
Read More
Alquist 3D Looks Toward a Carbon-Sequestering Future with 3D Printed Infrastructure
The Colorado startup aims to reduce the carbon footprint of new buildings, homes and city infrastructure with robotic 3D printing and a specialized geopolymer material.
Read More