





This component is now being manufactured at full production scale through metal injection molding, but manufacturing it first through binder jetting gave the customer the confidence to commit the design to full production.
For Smith Metal Products of Center City, Minnesota, additive manufacturing seems likely to become the new possibility arising out of a new possibility.
The company is a provider of metal injection molding (MIM) that was launched by nearby plastics injection molding provider Plastic Products Company. MIM and plastics molding have enough in common that the knowledge and resources of the parent company provided a valuable advantage when the new company was launched 20 years ago, but MIM and plastics are also different enough that the two disciplines needed, and now have, different organizations and facilities.




Smith Metal Products has 13 metal injection molding machines. MIM is a complementary process to binder jetting. Both processes use powder metal and sintering, making binder jetting the natural AM capability for the company to adopt.
Now, similarly, MIM provides a valuable starting point for the metal AM capability Smith has invested in: binder jetting. The company has begun using an Innovent binder jetting machine from ExOne. Early successes, plus the seeming promise of this capability, hint at the prospect that this advance might also become the seed of a larger and more structured commitment to the capability.
For now, AM is serving Smith Metal by helping to move MIM forward.
How MIM and AM Help One Another

The principal difference between binder jetting and MIM is that the latter essentially requires high volumes. Todd Jensen, Smith Metal Products general manager, is seen here with MIM components coming from one of the production machines.
Conservative about the changes it makes, Smith Metal watched AM for years before beginning with it. According to General Manager Todd Jensen, the point came at which “we were turning away enough bridge production opportunities to know we needed this capability.” MIM, which requires a mold, is inherently a high-volume process. AM, which thrives at the smaller “bridge” quantities prior to full production, is a natural complement.
And MIM in turn complements binder jetting. Thanks to the volume of metal powder Smith already purchases for MIM, its binder jetting benefits from material pricing better than other AM users obtain. In addition, the same sintering furnaces already in use for MIM parts can perform this same step for binder jetting. Metallurgy expertise also transfers. MIM and binder jetting go together well.

Metallurgist Edward Jornlin has become the company's specialist in metal additive manufacturing. The company's binder jetting machine comes from ExOne.
Edward Jornlin is a recent materials engineering graduate hired to help the company advance and master the new capability. He is learning about the distinctive behaviors of binder jetting, including the ways shrink factor is different in AM versus MIM (in AM, for example, shrink can differ in XY versus Z), as well as the behaviors of different 3D printed part features during sintering. Meanwhile, Jim Beyer is learning about different behavior changes resulting from AM. The Smith Metal account manager has used the capability successfully to help customers commit to metal injection molding. On multiple occasions, delivering a metal 3D printed prototype of a component design to a customer enabled the company to arrive at full confidence in its design — enough to proceed into production. “The binder jetting pushed them over the finish line,” he says.
However, there is farther than this to go. That is, beyond prototyping, there is still the bridge production.

In binder jetting, a binder is applied layer by layer to build metal parts that are later completed through sintering. The capability favors batch production because of the freedom to nest many parts in a single build.
A Bridge Farther

Seen here is the 3D printed component (top) and a piece later produced through MIM. Being able to provide the customer with a functional metal part prior to the commitment to mold tooling helped move this job into production.
One significant market for potential growth for Smith Metal, now that it has both MIM and AM, is medical devices. Specifically, there is opportunity here to provide production via AM on the scale of perhaps hundreds of parts for the initial trials necessary for new medical devices to win regulatory approval. In addition, there are opportunities in various markets to deliver work produced only through AM, never to be taken up by MIM, because the part design necessitates this capability. Inquiries about this kind of work have been coming to the company since it announced AM would be part of its services.
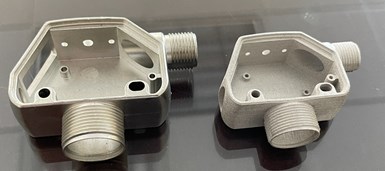
During the phase while parts are being made additively, important details can still change. Here, the MIM part (left) has different scaling than the 3D printed one.
Meeting these opportunities for production through AM will require further steps. “We need to put a quality system in place around this capability. And we need to carry out production AM in a way that doesn’t overwhelm our other processes,” Jensen says. Further, the company will need to add more binder jetting capacity, an investment that seems likely to come.
Would the AM production capability then become as distinct from Smith Metal’s MIM work as MIM is from plastics molding? Maybe not. But within this company, the development and pursuit of a new and disruptive manufacturing capability does have a familiar feel.

Todd Jensen and I watch parts heading into the sintering ovens. It is easy for the company to incorporate a batch of binder-jetted parts into the queue among MIM components.

Because sintering is a vital step in MIM, Smith Metal Products already had ample sintering capacity, seen here. It did not have to add this capability in order to adopt AM.







Related Content

Chuck Jaws Achieve 77% Weight Reduction Through 3D Printing
Alpha Precision Group (APG) has developed an innovative workholding design for faster spindle speeds through sinter-based additive manufacturing.
Read More
AMGTA Research Demonstrates Sustainable Benefits of Binder Jet 3D Printing
Research from the Yale School of the Environment shows substantial reduction in GHG over traditional casting methods.
Read More
3D Printed Metal Filters Protect Circuit Breakers from Explosion: The Cool Parts Show #57
New high-voltage circuit breakers from Schneider Electric make use of 3D printed metal filters to protect people and equipment in the event of an overload. Binder jetting provided both the geometric complexity and price point needed for these parts.
Read More
Desktop Metal Expands Metal Binder Jet Lineup With Shop System+, Shop System Pro
A turnkey metal 3D printing system, the Shop System is an affordable, closed material printer that delivers reliable results with optimized powders, proven parameters and Live Sinter simulation and scanning software.
Read MoreRead Next

How Bridge Production Is Bringing New Possibilities: AM Radio #14A
Additive manufacturing makes bridge production a more natural factor in the production strategy overall. This has important implications for product development and even what products are possible.
Read More
AM 101: What Is Binder Jetting? (Includes Video)
Binder jetting requires no support structures, is accurate and repeatable, and is said to eliminate dimensional distortion problems common in some high-heat 3D technologies. Here is a look at how binder jetting works and its benefits for additive manufacturing.
Read More
3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More