



Editor’s note: As metal additive manufacturing (AM) is increasingly adopted for production, the two technologies coming to the forefront are powder bed fusion (PBF) and binder jetting. But how do they stack up? Can binder jetting exceed the productivity of multi-laser PBF? Are the design advantages the same? Does one process make greater economic sense than the other? This article is the second in a contributed series authored by John Barnes of the Barnes Global Advisors exploring these issues. Read Parts One and Three. —Stephanie Hendrixson
In this second article of three, we tackle the “buzzy” technology of additive manufacturing (AM) for 2020: binder jet processing (BJP). BJP is an additive manufacturing technology you have likely heard more about in 2020 than in previous years. The key is in the title, processing, and we will discuss the impact of this key step on speed.



BJP has been around since the beginning; Dr. Ely Sachs coined the term “3D printing” about BJP. Binder jetting’s early success was in 3D printing sand molds for foundries and it was later adapted to infiltrated or metal matrix composites. Of late, BJP of single metals is the current rage. You would be justifiably confused about the motivation for our article, because we have all heard about the speed of BJP. It is logical to assume with expensive CAPEX, like 3D printers, that faster would be better, but this often obfuscates several important factors. There is a difference between the print speed, the effective print speed, and then the actual cost to produce the component. For this article, we will investigate and compare:
- Actual print speed, or the speed at which the printer makes a shape.
- Effective print speed, or the resolved speed of the printing when considering the print time and required steps to make the print useful
- Finally, we will have a look at the final part cost to see if that speed advantage translates to cost savings.
It is important to point out that we believe there is room for both technologies, so the last area of confusion is unnecessarily comparing the BJP apples to the PBF oranges. Both are good for you.
The Process Basics
When assessing any of the AM processes, The Barnes Global Advisors (TBGA) uses 1) layer creation, 2) material input, and 3) energy to easily compare processes. In the interest of time, layer creation and material input for both PBF and BJP are effectively the same, with powder being distributed layer by layer. We will focus on how each process deploys energy to create a dense part.
Binder Jet Processing
For a more detailed process description, there is a very good paper here. BJP uses two forms of energy to create a part. The first form is kinetic and chemical energy with an industrial print head used to disperse fine droplets of binder, and adhesive that holds the powder particles together, at around 8 m/sec. The droplets, which are measured in picolitres, can be controlled very precisely to form the shape in the powder bed. A curing step may be involved to further strengthen the bonding. It is interesting to note that the “as printed” parts at this point are actually individual powder particles glued together. If viewed under a microscope, you would be able to see each powder particle individually.
The second form of energy used is thermal where heat is applied to cause sintering, or densification without melting, where the metal particles move closer together and densify the part. (We’re only going to consider single metal BJP in this article.)
Power Bed Fusion
The key difference between binder jetting and powder bed fusion is the latter’s use of energy to densify during the printing process. The energy can be in the form of laser (typically). After printing is completed, the part is effectively dense, although further heat treatment may be necessary depending on the final requirements.
BJP can excel in the creation of 3D printed shapes as it nests parts spatially in the X-Y orientation and also in Z (vertical axis) with additional layers of parts. It can do this, because it is a “cold” process where support structures are not required to control residual stresses. This is not to say you can never stack parts vertically in PBF.
In both cases, as we pointed out in article 1 of the series, if the output of the 3D printer does not match the downstream processing, the print speed seen in the printer can quickly be overcome by inefficiency of batch processing downstream. Also recall from our first article the definition of productivity. The Organization for Economic Co-operation and Development (OECD) defines productivity as, “a ratio between the output volume and volume of inputs.” It is the measure of how efficient inputs, print speed in our current scenario, are used to produce a level of output, i.e. finished parts.
Breaking Down the Design Space
We have assumed thus far that the parts made with either process are technically equivalent. When we investigated published data for “typical” tensile strength values, we found them to be similar. Without minimum values or some estimation of scatter, it would be hard to indicate which part would be lighter. Our Design for Additive Manufacturing teaching would have us deploy for each process what we call Modified for AM (MfAM), or design modifications to make BJP and PBF more effective and productive. In that optimization, we would likely see the BJP part get slightly heavier as we had relied on lattice work in the original PBF design. Let us call it a draw, however, as TBGA engineers will “MfAM it” to be weight neutral in either process.
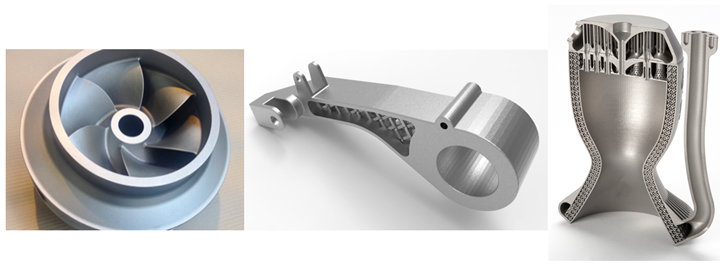
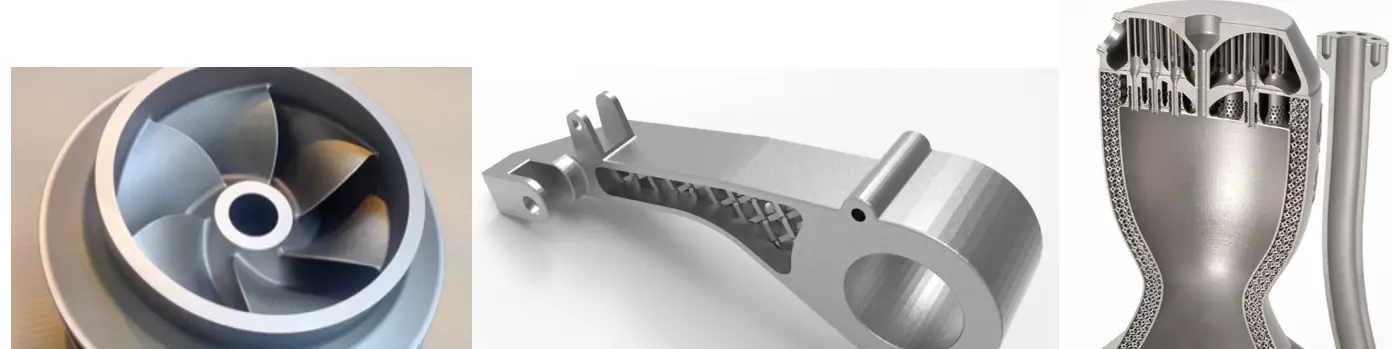
Ideal parts for binder jetting processing (left) and powder bed fusion (right) with the TBGA control arm (center). Image Credits: The Barnes Global Advisors; Cell Core Biomimetic Engineering
As an example, let’s look at the TBGA control arm (pictured above), a reasonably sized part with small section sizes weighing in at around 1 kg (2.2 lb). We believe that this is a rare instance of a part that could be made in either process, but it will depend on part requirements. Most of the time, we see the application space for BJP and PBF to be quite separate owing to part sizes, details, geometries and, of course, the material of interest. Table 1, Figure 1 and Figure 2 (below) help elucidate the design space for BJP and PBF.
Table 1: AM Process Design Considerations
| Binder Jet Processing | Laser Powder Bed Fusion |
|---|---|
| Section sizes for binder egress path out | Orientation to minimize support structures |
| Part size and gravity effects during sintering | Part size limited by printer size |
| Shrinkage impacts due to sintering |
Figure 2 highlights the conceptual design space for different metal AM processes by looking at feature size resolution as a function of part size.
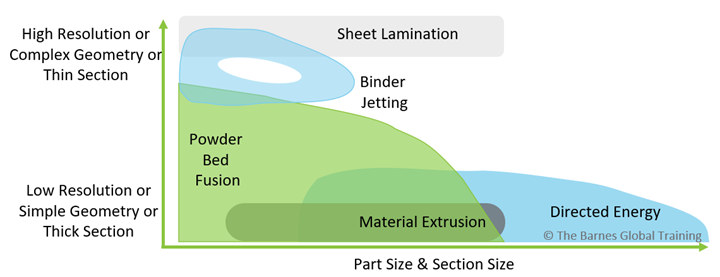
Figure 2: A perspective of design features by process including detail resolution and overall part size. Image: The Barnes Global Training
A Data-Driven Approach
You have no doubt heard of a new BJP system described as “100 times faster!” But faster than what specifically? We took a data-driven approach to elucidate the advantages of print speed, effective print speed and part cost. An estimate to finished part was run using a multi-laser PBF system and a BJP system for the TBGA control arm that was used in the first article.
Figure 3 shows the effective print speed using the TBGA control arm. BJP produces more parts per print batch, and its effective speed is faster than the single laser, yet slower than the multi-laser system.

Figure 3: Effective print speed for binder jetting compared to single and quad-laser powder bed fusion. Image: The Barnes Global Training
Figure 4 shows the rest of the story. We calculated an estimated cost using proprietary tools and illustrate both the effective speed and projected cost of the part. With this view, we can appreciate both the contribution of speed and bed size because an important metric is the cost per part, not how fast the printer is — especially when competing with legacy, well understood manufacturing processes.
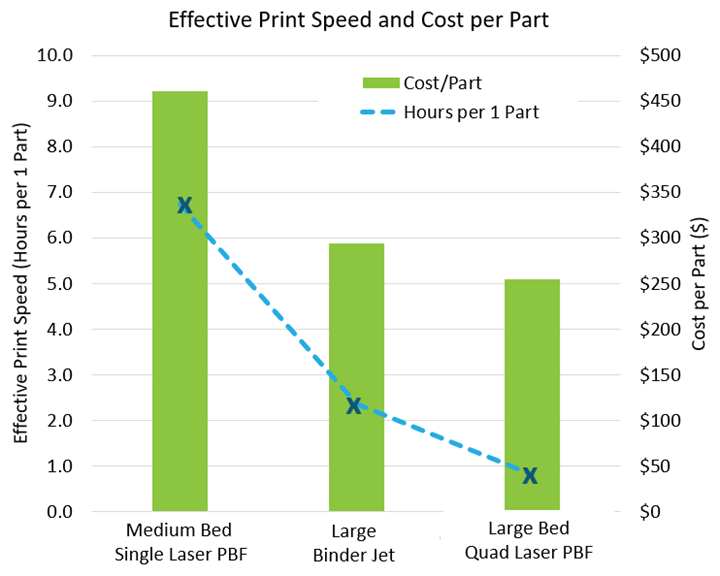
Figure 4: Effective print speed and associated cost per part with relationship to size of bed, laser count and parameters. Image: The Barnes Global Training
The Need for Speed
When making a trade between two additive manufacturing technologies, it is critical to understand that each process has its sweet spots and that print speed is not readily comparable across different AM technologies.
We will be the first to admit that we chose a part that fits in both types of systems. We don’t see BJP and PBF going head to head often given the design constraints for both. We would also compare it to CNC machining and/or casting with the same lens, because this is the competition for AM, not other forms of AM.
We advocate for taking the time to match the material, process and design selection to your actual requirements. There are plenty of good reasons to go with AM, but your trade space should be comparable, modern systems. It is also unlikely, or un-wise, to try to print the exact same design for both processes.
Before you channel your inner Maverick and declare, “I have a need… a need for speed,” ensure you have defined what you mean by speed, because Benjamin Franklin would advise young Maverick; “Remember that time is money.”
In our third and final article in the series, we will address key business aspects such as the investment required, throughput, output and why all that matters. AM is a manufacturing tool and has to compete with other manufacturing tools not just within its own sphere. While AM is growing, it is still only about 1% of global manufacturing.
About the Author

John E. Barnes
John has a 25+ year career in product development and aerospace with Honeywell, Lockheed Martin Skunk Works™, Australia’s CSIRO, and Arconic (formerly Alcoa and RTI International Metals). He’s been involved in metal additive manufacturing throughout this career beginning in the late 1990s where he was part of the Sandia National Labs LENS™ CRADA. Since then, he has been in and around additive manufacturing working both technical and business cases for implementation and development efforts in materials, powders, processing and printing to mature the technology for applications.
John is recognized internationally for contributions to additive manufacturing, product development, and leadership in engineering. His groups boast world firsts in medical, therapeutic and aerospace additive manufacturing. He is a materials engineer by background but has developed expertise in manufacturing, airframe structures, gas turbines and low observables. He is currently an adjunct professor at Carnegie Mellon University and RMIT University, as well as an adjunct senior research fellow at Monash University. In 2014, he was Purdue University’s Materials Engineer of the Year, and in 2017, he was invited to join the Additive Manufacturing Technical Community as an SME AM Advisor based upon active industry contributions, reputation, and personal commitment to expand the use of additive manufacturing.







Related Content

Possibilities From Electroplating 3D Printed Plastic Parts
Adding layers of nickel or copper to 3D printed polymer can impart desired properties such as electrical conductivity, EMI shielding, abrasion resistance and improved strength — approaching and even exceeding 3D printed metal, according to RePliForm.
Read More
3D Printing Molds With Metal Paste: The Mantle Process Explained (Video)
Metal paste is the starting point for a process using 3D printing, CNC shaping and sintering to deliver precise H13 or P20 steel tooling for plastics injection molding. Peter Zelinski talks through the steps of the process in this video filmed with Mantle equipment.
Read More
3D Printed Cutting Tool for Large Transmission Part: The Cool Parts Show Bonus
A boring tool that was once 30 kg challenged the performance of the machining center using it. The replacement tool is 11.5 kg, and more efficient as well, thanks to generative design.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read MoreRead Next

AM 101: What Is Binder Jetting? (Includes Video)
Binder jetting requires no support structures, is accurate and repeatable, and is said to eliminate dimensional distortion problems common in some high-heat 3D technologies. Here is a look at how binder jetting works and its benefits for additive manufacturing.
Read More
A Technical Economic Perspective on Multi-Laser Powder Bed Fusion 3D Printers
When it comes to laser-based powder bed fusion, more lasers do not always lead to greater productivity. Considerations for multi-laser 3D printing.
Read More
Video: The STL File Can Produce Surface Defects in 3D-Printed Parts
Timothy Simpson of Penn State University discusses the influence of model definition in additive manufacturing and what to do about its effects.
Read More