
Seurat: Speed Is How AM Competes Against Machining, Casting, Forging
“We don’t ask for DFAM first,” says CEO. A new Boston-area additive manufacturing factory will deliver high-volume metal part production at unit costs beating conventional processes.




Seurat's pilot factory for additive part production includes three of its Area Printing laser powder bed fusion machines. Click for larger image. A factory being built on the same campus near Boston will offer about 10 times the capacity.
If metal additive manufacturing can get fast enough and cheap enough, it can begin to serve the industries that are most in need of high-volume, low-cost metal components.

Here is CEO James DeMuth at left, me at right. We are wearing protective gear aimed at protecting the optics from contamination. A system of optics and precise machine motion allows a laser to be divided into the array of dots melting and solidifying metal in 10-mm-square tiles, at the rate of 40 tiles per second. All illustrations courtesy of Seurat Technologies.
Automotive arguably leads this list. Consumer electronics is a contender as well.



Seurat Technologies CEO and co-founder James DeMuth sees sectors such as these as the principal beneficiaries of the technology his company is developing. That is, sectors that have so far been left out of the advance of metal AM for production.
Additive Factory
I recently visited Seurat Technologies’ headquarters in Wilmington, Massachusetts, to see the company’s proprietary AM technology in action and learn about its progress toward launching the first full-scale production facility based on it. Seurat (named for the French artist — more on this below) is advancing perhaps the boldest vision of any contract manufacturer committed to additive. “Area Printing,” the technology of which DeMuth himself is a co-inventor, is a laser powder bed fusion (LPBF) process applying a pulsing laser in a “tiling” fashion that bypasses some of the trade-offs affecting production speed that are inherent to systems moving a continuous laser along a path. The faster speed leads to lower cost per part, and dramatically so. The company’s roadmap for the advance of its technology anticipates it having systems to compete head-to-head on production part cost against machining by 2025, against casting by 2027, and against forging by 2030. That is, Seurat will be able to capture production work from these existing processes by delivering lower part cost with a faster lead time for the same part — before any additional savings from redesigning the part for AM are factored in.

This is a test bed machine. In the production machine, the optics system is more contained, but this view gives a sense of the configuration of optics involved in the machine's operation.
“We don’t ask for DFAM,” DeMuth says, meaning design for additive manufacturing. “We can do that later.” Redesign of the part is not necessary for seeking cost reduction by transitioning production to the company’s process; the critical promise of the process is that it can win the work without the part changing. “We compete on quality, speed and price,” he says, “but at the end of the day, what the buyer wants is price, so we check that box first.”
Notably, that buyer also does not have to invest in or master the Area Printing technology, or seek out a manufacturer who has. Rather, to best deliver on what it sees as the promise of its technology for production, Seurat will serve as both machine builder and contract manufacturer. The company will build the machines that its own factories will use, DeMuth says. There are two interrelated reasons for this model:
First, complex optics, among other considerations, make the Seurat-designed machines expensive. Seurat itself is in the best position to develop the process expertise able to justify this cost by realizing the machines’ value.

The system co-invented by DeMuth (seen here unmasked) aims to 3D print metal parts fast enough that production via additive manufacturing can compete with other processes on unit cost, without any design considerations for additive. Here he is standing at the top of one of Seurat's machines, above the area in which the moveable build chamber parks.
And second, “OEMs in the markets needing high-volume parts do not want to own machines,” he says — they need and expect production to be performed by a supplier. Seurat will be that supplier.
In Wilmington, I visited the company’s pilot plant, consisting of three machines. I also saw its first production factory, currently under construction. This facility will run approximately 30 Area Printing machines along with all the necessary equipment for depowdering, heat treating, CNC machining, inspection and powder storage all in the same site — and all this will occupy just one-half of the new structure being built. The other half of the facility will be for machine building. Thus, at this site, the company will not just prove out production AM, but also the logistics of a process built upon machines supplied internally.
“We will run the operations completely separately,” DeMuth says. “We will ‘ship’ machines from one side of the building to the other.” Doing this will be practice for the next stage to come: building and sending machines to similar AM factories farther away that are more dedicated to major OEMs. The CEO reports that there are 43 “large OEMs” validating production parts, including 18 paid development programs aiming toward production. Five letter-of-intent production agreements will more than fill the capacity of the pilot plant beginning operation this year, and the overflow from this will comprise the first work to be run in the 30-machine factory.
Area Printing: Powder Bed Fusion by Tiling
Seurat Technologies’ process melts and solidifies metal in square tiles. The artist Georges Seurat was the 19th-century pointillist who painted using dots of color. Similarly, the Area Printing employed by Seurat the company begins with a high-energy pulsed laser (10 Joules today, 50 Joules in upcoming machine models) and uses optics to divide this beam into the equivalent of many small dots corresponding to the section of the part profile contained within a given square tile. Where there is darkness in the tile (space empty of the part geometry), the energy of the “dots” not needed is deflected away. The laser pulses at a rate of 40 times per second, and this is the rate at which the machine solidifies 10-mm-square adjacent tiles to 3D print a production batch of metal parts.
That rate — 10-mm-square print area every 1/40 second — translates to about 10 tons of metal part production per Area Printing machine per year, says DeMuth. Production part costs equate to $150-300 per kg of part mass on the machine model that will be used in the coming factory. Further machine design improvements plus economies of scale influencing the price of metal powder will bring that price lower in coming years.
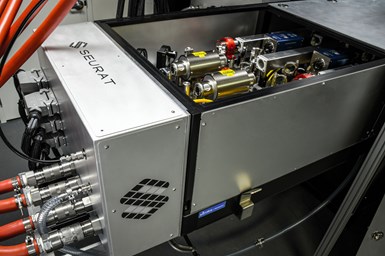
In production machines, lasers and related hardware are contained in field replaceable units allowing for quick service or upgrade.
The barrier Area Printing overcomes to achieve faster speed in LPBF relates to power density, he says. Standard LPBF uses a continuous laser moving through the powder. Achieving a higher production rate means applying more laser power. Using a bigger laser requires increasing the laser spot size to keep power density constant, but this reduces resolution. Another approach is to use multiple lasers simultaneously, but the added complexity from controlling for the soot, spatter and ejecta of multiple moving lasers interacting means the returns are diminishing: Twice as many lasers does not produce a machine that is exactly twice as capable. Seurat’s system increases laser power while maintaining power density by directing only the amount of laser power into each tile that is needed to melt the amount of part material in that tile.
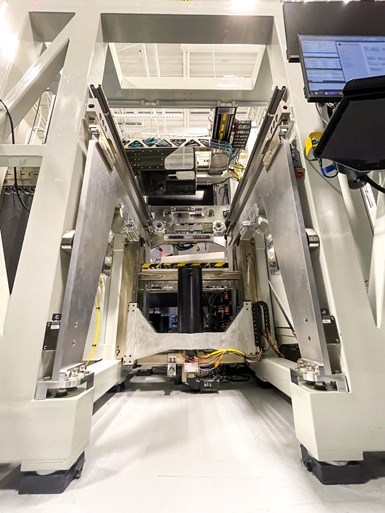
Here is a machine with no build chamber in place. The machine has the laser, optics and motion control. The build chamber has the powder, and everything physically touching the powder, including recoater mechanism.
The defining aspect of the platform able to apply a high-power laser in this way is a system of optics and machine motion providing for the precise targeting of laser tiles within a timing window of 0.025 second per tile. Hundreds of optic mounts are part of the system for dividing the laser output and directing or deflecting every beam that results. This system provides for the build speed fast enough that part unit cost can be low.
Then, for ongoing production, Seurat couples this system to a larger and more readily understandable element of its machine design: modular build chambers that can quickly leave the machine for transitioning from one production build to the next. Build chambers are dedicated by material, and each one includes not only the powder but also the material-contacting hardware such as the recoater mechanism. The build plate moves through this chamber, and finished parts leave with this chamber when it is detached from the machine and wheeled away.

Build chambers are dedicated by material. They leave the machine when a build is done, so a new chamber can wheel into place and a new job can quickly begin.
The factory will consist largely of this, DeMuth says: Machines containing sophisticated optics that stay put, and build chambers with various materials that move through facility as successive jobs are run.
Cost Comes First, Then Benefits of AM
The result of all this, he says, is additive production at part costs OEMs expect and within supplier arrangements like those they expect as well. The initial production factory near Seurat’s headquarters will take on a variety of production work, but future factories will be located near the OEMs they serve, and will be dedicated to a particular market sector or customer in much the same way as tier-one part supplier facilities today. In various ways, additive will fit the same model as conventional production.
But then, he notes, OEMs in sectors such as automotive and consumer electronics will want to obtain the benefits associated with additive as well. They include part lightweighting, reduced material use, shortened supply chains, reduced inventory, elimination of tooling and innovation in part geometry, among others.
In this model, all those benefits are available to be obtained later.
The best way forward for additive manufacturing is to win on cost first, DeMuth believes. Part designs leveraging AM can come next, once additive is the established process.







Related Content

How Norsk Titanium Is Scaling Up AM Production — and Employment — in New York State
New opportunities for part production via the company’s forging-like additive process are coming from the aerospace industry as well as a different sector, the semiconductor industry.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read More
How Machining Makes AM Successful for Innovative 3D Manufacturing
Connections between metal 3D printing and CNC machining serve the Indiana manufacturer in many ways. One connection is customer conversations that resemble a machining job shop. Here is a look at a small company that has advanced quickly to become a thriving additive manufacturing part producer.
Read More
How 3D Printing Aids Sustainability for Semiconductor Equipment: The Cool Parts Show Bonus
Hittech worked with its customer to replace fully machined semiconductor trays with trays made via DED by Norsk Titanium. The result is dramatic savings in tool consumption and material waste.
Read MoreRead Next

Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More
Alquist 3D Looks Toward a Carbon-Sequestering Future with 3D Printed Infrastructure
The Colorado startup aims to reduce the carbon footprint of new buildings, homes and city infrastructure with robotic 3D printing and a specialized geopolymer material.
Read More
Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More