
Highlighting Hybrid Manufacturing
The winner of the first International Additive Manufacturing Award is a company that developed a head for adding metal additive manufacturing to an existing machine tool.

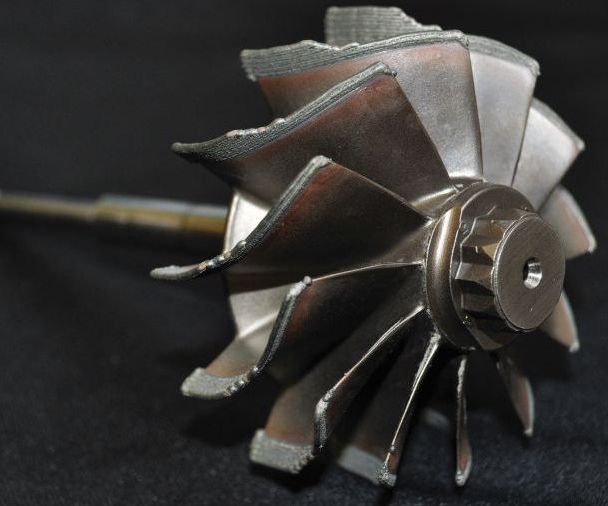
On this impeller, blade tips of a different material from the rest of the blade have been added using the additive head. Photo Credit: Hybrid Manufacturing Technologies
Source: Hybrid Manufacturing Technologies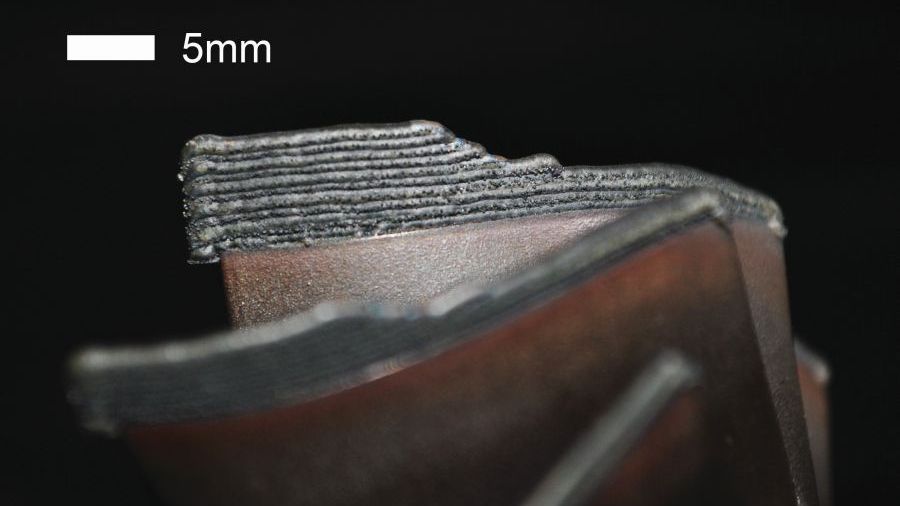
After the material has been added in this way, the machine tool can swap in a milling cutter to machine these new tips flush with the rest of the blade. Photo Credit: Hybrid Manufacturing Technologies
Source: Hybrid Manufacturing Technologies
Jason Jones of Hybrid Manufacturing Technologies accepted the International Additive Manufacturing Award for his company’s additive manufacturing head, which brings metal-layering capability to a standard CNC machine tool.

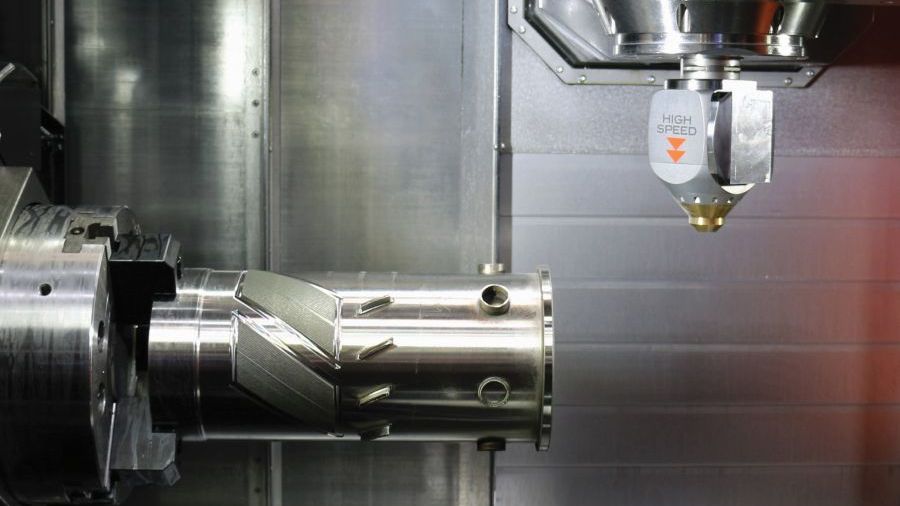
Mazak’s Integrex i-400AM (next photo) actually uses two of the Hybrid heads, one for quickly growing rough forms and one for growing fine ones.

With additive capability, the multitasking machine tool can perform additive and subtractive operations in a single cycle.
Source: Mazak
The Lasertec 65 3D machine, seen here additively creating a part feature, is the additive/subtractive machining center developed by DMG MORI.

Dr. Jones credits the introduction of the DMG MORI machine as a major step in advancing the promise of machining and additive manufacturing working together in the same cycle.
Source: DMG MORI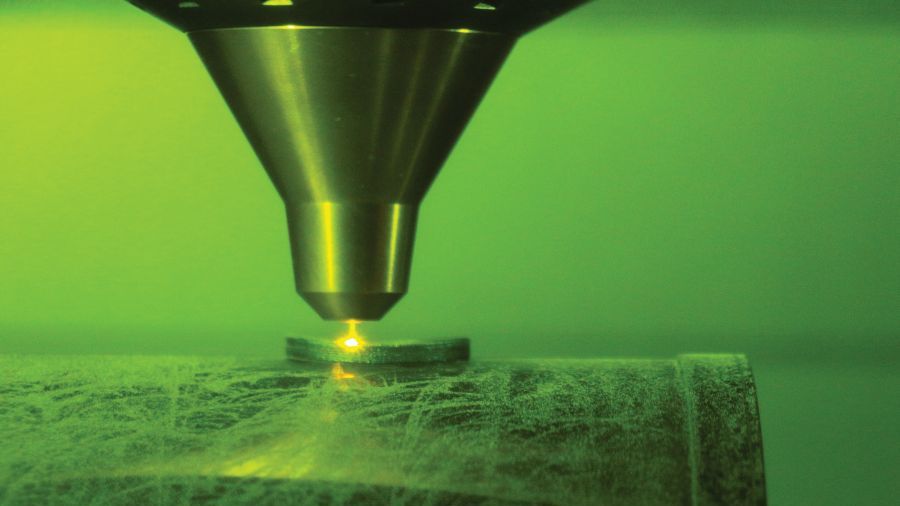
The additive head allows additive to be used only where needed in the part-making cycle.
Surfaces or features can be additively applied to a part that is otherwise machined.



The winner of the 2015 International Additive Manufacturing Award is Hybrid Manufacturing Technologies of Plano, Texas, and Leicestershire, U.K. Company cofounder Jason Jones, Ph.D., attended the recent Manufacturing for Growth meeting in Orlando, Florida, where he accepted the award on behalf of Hybrid.
The company’s innovation, and its core product, is a self-contained laser cladding head that mounts in a machining center’s spindle (using a toolholder) to enable the “subtractive” CNC machine to apply additive manufacturing as part of its capabilities. A machine tool builder adopting Hybrid’s system can use it to add additive manufacturing to the capabilities of a standard machine. Multiple machine tool builders have done this, perhaps most notably Mazak, which introduced an additive-capable model to its line of Integrex multitasking machine tools last year. Meanwhile, machine tool end users can purchase the system to retrofit an existing machine tool to give it additive capability. Practically any CNC machining center that can accommodate the head in its tool magazine and toolchanger could employ this head to realize both additive manufacturing and subtractive CNC machining within the same machining cycle. An older machine tool could thus be retrofitted to become one of the most capable machine tools in the shop.



Precisely why Hybrid won the award for this product is—strictly speaking—impossible to say. Ten judges from industry, academia, the military and manufacturing media each independently evaluated various additive manufacturing innovations according to 10 criteria apiece. The winner was determined from the accumulation of all of these scores. However, I was one of the judges. I can say this much: To me—and, I suspect, to other judges as well—what is compelling about Hybrid’s innovation is not just its technical merits, but also what it suggests about additive manufacturing’s future.
Today, the successes with additive manufacturing generally involve stand-alone machines that are dedicated to an additive process. Powder-bed machines for 3D printing of metal parts are the chief example of what I mean. The reliability and sophistication of these machines has reached the point that manufacturers are now making significant investments in them and relying on them to mass-produce critical, geometrically complex parts. GE Aviation’s additive production of LEAP engine fuel nozzles is a leading example of this. But do applications such as this one represent the extent of how additive manufacturing will be employed? Does additive manufacturing have to be an altogether separate way to make parts?
Hybrid’s innovation offers an additional possibility. Additive manufacturing might also be an expansion upon the way we make parts currently. Few who have used additive manufacturing see it as a replacement for CNC machining, which will continue to provide the fastest and most precise way to manufacture a broad variety of parts. Additive’s promise is something different—it can achieve intricate and enclosed geometries that CNC machining cannot produce. For this capability to be used in production, it has to be used efficiently, and that means using it where it makes sense. With Hybrid’s system, additive manufacturing can be applied only to the forms or the features that need it, while machining is left to do the rest. Subtractive and additive manufacturing therefore support and complement one another. And with this system, the proven and versatile CNC machine tool remains the fundamental platform for making metal parts.
Additive/Subtractive Ecosystem
Hybrid Manufacturing Technologies opened for business three years ago. The additive head was in development prior to this (the UK’s De Montfort University and the Manufacturing Technology Centre were involved in this development), but company founders Peter Coates and Dr. Jones arrived at a mature, tested, commercializable model of the head only this recently. Dr. Jones says a great deal has changed in just those three years since the company began.
A particularly important development during this time was the introduction by DMG MORI of its own Lasertec 65 3D additive and subtractive machining center. This hybrid machine, which uses additive capability engineered by DMG MORI, provided a prominent validation of the promise of machining and additive manufacturing working in tandem, Dr. Jones says. To be sure, milling spindles had been added to additive machines before; machining capability within a powder-bed machine was an idea already in use. But here was a recognizable machining center—and a five-axis machining center at that—offering a seemingly accessible and appropriate place for additive manufacturing in mainstream production. Instead of slowly building complete parts through additive manufacturing, this machine offered the promise of using additive just to build the intricate features of the part onto what was otherwise a traditionally machined workpiece. This was the very idea Dr. Jones had been advancing all along. It was a bizarre idea when he began. DMG MORI helped to make it mainstream.
Now, he says he is already seeing what he characterizes as a “hybrid ecosystem.” Other machine builders have combined additive layering and CNC machining into traditional machine tool platforms. Meanwhile, companies well-known for machine tool programming and control—Delcam and Siemens—have created toolpath algorithms (and material-path algorithms) that are specifically appropriate to subtractive/additive machines.
Accepting Applications
Hybrid’s own system is still so new, with such a small user base, that it continues to find applications. The system certainly has limitations, Dr. Jones says. Just as additive manufacturing cannot replace CNC machining, his own company’s add-on additive head is not an alternative to stand-alone additive manufacturing machines. For example, the head could not be used to produce a part like the GE Aviation fuel nozzle. Because of the nature of Hybrid’s process (metal deposition via laser cladding), the head is best-suited not for dense and solid metal parts, but for relatively compact or thin-walled metal features. Cladding an existing surface, including cladding one metal atop a different metal, or adding elaborate fins or other projections onto a block or shaft, are examples of uses in which Hybrid’s head can excel.
The first and most obvious application was turbine blade repair. All of the steps that a CNC machining center using Hybrid’s system employs—cladding, measuring and machining—are steps that blade repair facilities have traditionally applied as separate operations with separate setups. A one-stop additive and subtractive machine tool is thus essentially an automation solution for these facilities. Machine tool maker Hamuel Reichenbacher introduced a hybrid machine using Hybrid’s head as a solution specifically for blade repair.
Now, Dr. Jones says the inquiries he is seeing cover a range of applications. One example: Manufacturers serving the oil and gas industry see the Hybrid head as a potentially easy way to add features made of a hard metal onto a shaft made of some different material.
The potential range of applications is what Mazak had in mind in adding this capability to its Integrex machine. Indeed, the company has said it sees additive manufacturing as the logical extension of multitasking—another capability to add to machines designed to do as much work as possible in one setup. Mazak is bringing its own additive-equipped machine to market slowly, aiming to support and assist its customers as they find winning applications for the capability. That is, rather than targeting a particular market, this machine tool builder is proceeding with the assumption that no one yet knows where the most effective applications of hybrid manufacturing will be found, but that its customers are likely to find them.






Related Content

Video: Hybrid Manufacturing Without Melting: Hermle’s Metal Powder Application (MPA) Process
The Metal Powder Application (MPA) process uses cold spray to apply metal to an existing workpiece. Because the material deforms rather than melts, MPA opens new possibilities for functional grading and other multimaterial applications.
Read More
Video: Robot Machining Will Complement Robot DED
Robots can do additive manufacturing. Can they do hybrid manufacturing? Precision milling of metal using a robot offers this promise.
Read More
Sidus Space Successfully Launches LizzieSat Hybrid 3D-Printed Satellite
The hybrid 3D-printed satellite was manufactured using Markforged 3D printers for parts that would be incredibly lightweight, durable and custom to the structure to ensure the satellite remains intact during launch and works properly for its full life span in space.
Read More
Machine Tool Drawbar Made With Additive Manufacturing Saves DMG MORI 90% Lead Time and 67% CO2 Emission
A new production process for the multimetal drawbar replaces an outsourced plating step with directed energy deposition, performing this DED along with roughing, finishing and grinding on a single machine.
Read MoreRead Next

Using Hybrid Additive Manufacturing, GE Leverages Turbine Blade Repair into Efficiency Improvement
An engineering modification that would have been impractical or cost-prohibitive in the past is realized on a machine tool performing metal 3D printing and machining in the same cycle.
Read More
Two Heads Better Than One in Hybrid Additive/Subtractive Machine
New Mazak Integrex capable of additive manufacturing includes heads for both high speed and high precision metal deposition. “Natural extension of multitasking,” the company says.
Read More
Alquist 3D Looks Toward a Carbon-Sequestering Future with 3D Printed Infrastructure
The Colorado startup aims to reduce the carbon footprint of new buildings, homes and city infrastructure with robotic 3D printing and a specialized geopolymer material.
Read More