




“You can’t 3D print a casting,” says David Moodie. It’s that simple. “You can 3D print a metal part, but that is not a casting.” And this inability, he says — the gulf between casting and 3D printing — leads to cast parts being designed heavier and costlier than they need to be.

Foundry Lab's digital casting process employs a 3D printed ceramic mold. Given a build time of 2 to 3 hours, printing the mold is the longest portions of the process. In total, the process delivers a cast part within a day. Photo: Foundry Lab

The binder jetting machine is part of the system provided by the company. Proprietary binder ensures a ceramic mold that can stand up to high temperatures as well as the thermal shock of rapid cooling. A powder management unit, not shown, is also part of the system. Photo: Foundry Lab
Moodie is the CEO and founder of Foundry Lab, a company advancing a technology for “digital casting” that uses 3D printing not to make the part, but to make a ceramic mold. This mold, when heated in a microwave furnace, allows a casting to be produced within a lead time of less than one day.




Much of innovation that went into developing the digital casting system related to the microwave furnace, another component of the system the company provides. The furnace does not directly melt metal, but instead raises the ceramic mold to the temperature that melts it. Photo: Foundry Lab
Moodie invented the system. It employs 3D printing, specifically binder jetting, but much of the innovation is in the microwave furnace. Moodie began pursuing the ideas that led to this system when, as an industrial designer, he became frustrated with not being able to source castings quickly. The digital casting technology company he launched is based in his home country of New Zealand, but it has recently also begun marketing and demonstrating the system out of a U.S. location in Fremont, California.
The one-day lead time for casting, combined with inexpensive tooling, are what make this system potentially transformative. In die casting, the tooling might cost six figures in U.S. dollars, and foundry lead times approaching one year have become common. What this has meant, Moodie says, is that many cast parts essentially cannot be prototyped. Sand casting can in some cases benefit from sand 3D printing for rapid turnaround of castings, but to date there has been no similar option for die casting.

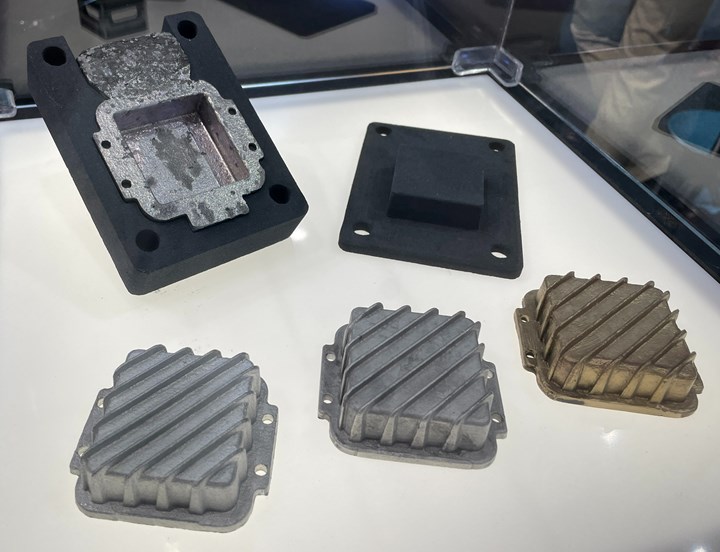
Material is not poured for the casting. Rather, it begins as a solid, placed within a reservoir of the mold. Any solid shape could be the starting point; material in this medallion form is provided by Foundry Lab.
Meanwhile, plastics does not have this problem, he notes. Injection molds are costly and also subject to long lead time, but in plastics, he observes, “3D printing can provide a near match in properties to a molded part.” That is why, in plastics, 3D printing has provided a prototyping solution, then a bridge production solution to complement injection molding. But when it comes to metal casting, he says, “A CNC machined part will be way too strong and an additive manufactured metal part will differ from a casting’s properties in potentially many different ways.” Casting has gone without a fast solution for functional prototyping.
The result: Die cast engineers who know they can’t test and refine the part through prototyping accept that they must overdesign it. Without our necessarily realizing it, all of industry is currently carrying the burden of cast parts that are heavier and costlier than they need to be.
This is the problem Foundry Lab aims to address, and Moodie says prototyping is just the start. The part produced through the digital casting process is … a casting. It is as much so as any part made in a foundry. Short-run production — making castings outside the foundry — is another potential use.
The part made through digital casting is a casting. It requires postprocessing operations typical of casting, including flash removal.
How Does the Foundry Lab Digital Casting Process Work?
On a visit to the company’s California office, I saw and learned about the system from company growth manager Hester Tingey. One of the purposes of the Fremont facility is to allow potential users to evaluate the system by running their own parts on it. “System” is the right word for the company’s offering, because it entails multiple components: the 3D printer, depowdering station and microwave furnace, plus associated software, all provided by Foundry Lab — and all of which are running in Fremont. I filmed this video there describing how the process works:
Binder jetting is the beginning. A temporary tool, a negative of the cast part, is 3D printed in a proprietary ceramic using a proprietary binding agent. While binder jetting is also used for casting via sand 3D printing, the temporary “tooling” made this way simply holds the form and is meant to break down after casting. By contrast, the ceramic tool in Foundry Lab’s process conducts the heat that will melt the metal and (ideally) should remain useful for many parts. After 3D printing, the tool is allowed to cure through a cycle in the microwave furnace, after which it goes to depowdering.
The actual metal casting is then performed without requiring any “pour” of molten metal. The metal instead is placed into the mold in solid form, whether as a disc-shaped medallion that might be provided by Foundry Lab, or as any solid piece of metal. The mold is designed with a reservoir to hold this raw stock. The microwave furnace then does not melt the metal directly, but rather excites the ceramic mold to a temperature that melts the metal. The material flows into the mold and hardens into a cast part, which (like any other casting) is then in need of removal of excess material such as flash.
The software designing the mold form is a plug-in for Autodesk Fusion 360. It accounts for part shrinkage during solidification, which is less than 1%, says Tingey. The time for the various operations includes 2 to 3 hours to 3D print a typical mold and 20 to 30 minutes to cast the part. Total build time is in part size-dependent, but for components within the right dimensional envelope, “We can get from CAD file to finished casting within an 8-hour workday,” she says.
Limitations of the process most notably include size, Tingey notes. Pilot projects currently in-work involve larger castings, but for now, the process is limited to the mold size that can be 3D printed within the 1-cubic-foot volume of the binder jetting machine. Still, “We believe about 75% of automotive castings could fit inside the volume we can work with,” she says.
Another limitation relates to the potential heat of the tool that the microwave can achieve. This factor will improve with continued advances of the microwave furnace design, but for now, Moodie says, “Below 2,000 degrees (Fahrenheit) is our sweet spot.” This means aluminum and zinc are the chief metals so far. Copper alloys are very doable. Stainless steel is coming soon, and other steels will come with future furnace advances. “We are leaving the exotic alloys to metal 3D printing for now,” he says.
Meanwhile, the most significant promises of the system include not just casting at low quantities outside the foundry, but also new cast part designs not currently possible with die casting.
What Are the Advantages of Digital Casting Using 3D Printing?
Moodie has seen interest in the digital casting system from two types of potential users. They are, essentially, foundries and not foundries.
Alluding to the latter category, he says, “This is an option for the user that does not want to be a foundry but wants a cast part.” OEMs are an example, and this is where the prototyping need occurs. An OEM employing digital casting within a small area of its production floor could obtain castings without any of the resources associated with a production foundry. Its engineers could prototype cast parts, experiment with design changes — significantly, to wring cost and material out of the part by evaluating many iterations — and then even perform initial production. Digital casting cannot achieve anything like the production speed of die casting, but it can provide a viable option for an initial run of 1,000 pieces or fewer, he says.

The part size limitation on the process comes from the maximum mold size that can be produced on the binder jetting machine. For smaller parts, this build volume allows for building multiple molds at once. Photo: Foundry Lab
A foundry might see this as competitive, he notes (and some have seen it this way) but most of those he and his team have communicated with see the process as an opportunity, to the extent that foundries represent another market. “Foundries have to turn away customers needing just 200 pieces or so, and they never know whether one of these might have turned into a big customer,” he says. Digital casting offers a practical way to serve this need. It also gives foundries a low-cost method for addressing short orders, the problem that occurs when the available material for a die casting production run yields a quantity falling just short of the order. Digital casting offers a quick and inexpensive way to make up the shortfall.

Multiple molds made at once can then also be heated in the microwave simultaneously. Photo: Foundry Lab
One final potential advantage worth paying attention to for die cast foundries relates to the design of the part, Moodie says. Foundry Lab’s system offers a casting process, but it is slightly different from die casting, and the difference offers advantages.
“Our molds are hot,” he stresses. “During our process, nothing freezes early.” Within die cast tooling, solidification rates preclude certain features that, with digital casting, potentially now become viable. Specifically: “Our system could get you to very thin walls on castings,” he says — thinner than what is practical for die casting. This possibility is theoretical for now, not yet having been designed into an end-use casting. But as the technology advances, its usefulness seems poised to extend beyond lead time to affect part geometry as well.






Related Content

IndyCar's 3D Printed Top Frame Increases Driver Safety
The IndyCar titanium top frame is a safety device standard to all the series' cars. The 3D printed titanium component holds the aeroscreen and protects drivers on the track.
Read More
Bike Manufacturer Uses Additive Manufacturing to Create Lighter, More Complex, Customized Parts
Titanium bike frame manufacturer Hanglun Technology mixes precision casting with 3D printing to create bikes that offer increased speed and reduced turbulence during long-distance rides, offering a smoother, faster and more efficient cycling experience.
Read More
Sinter-Based Additive Manufacturing Finds a Place Alongside MIM, Press and Sinter at APG
Powder metallurgy company Alpha Precision Group (APG) is applying a particular class of metal 3D printing technology for both rapid iteration in development and flexibility in production.
Read More
When Advocacy Leads to Adoption: How Pella Applies (and Manages) AM Capacity
The window and door maker offers a picture of successful, widespread 3D printing adoption across the different needs of a manufacturing organization. The outreach and education effort worked. Now, here is the next phase.
Read MoreRead Next

Casting With Complexity: How Casting Plus 3D Printing Combine the Strengths of Both
Aristo Cast is advancing a mode of part production in which casting makes the part, but 3D printing enables the geometry.
Read More
Is 3D Printing Competing with Casting? AM Radio #27B
On this episode of AM Radio, we discuss two examples of companies that are shortening supply chains by using 3D printing instead of casting.
Read More
In Automotive, Is Additive Manufacturing an Answer for Die Cast Tooling?
The largest high-pressure die cast tool builder in North America is 3D printing die inserts and water jackets for major automakers. It’s a tough sell, but one company is succeeding — and it’s just getting started.
Read More