
Experiment Tests the Reusability of Titanium Powder
Renishaw ran the same batch of powder through build after build, evaluating it each time. The results support the viability of AM for ongoing production.

In any additive build, most of the powder remains unwelded to the part. Re-using this powder is key to the material efficiency of additive manufacturing. Renishaw recently tested whether unwelded titanium powder is affected by being used again and again in additive build cycles.
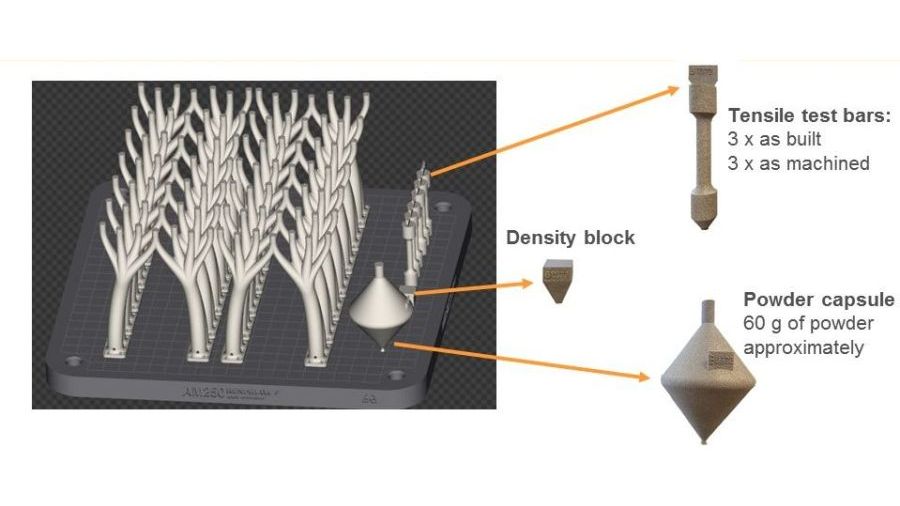
Each experimental build consisted of a variety of geometrically intricate parts, plus test specimens. Renishaw ran 38 such builds before there was insufficient powder remaining to continue.
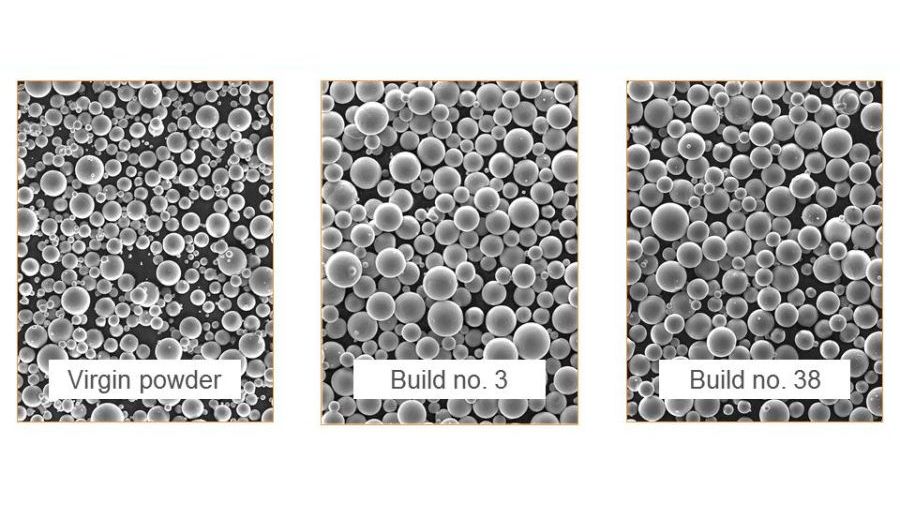
Particle size variety changed after the earliest builds, then remained stable thereafter. What happened to the small particles that were initially present? They probably became sintered to larger particles, producing oversized particles that were removed through sieving.



One of the promises of additive manufacturing in metal is reduced material use. An intricate form produced additively can be grown to its final shape or very near to it, whereas the same form produced through a more conventional process might require much of the workpiece material to be machined away as chips.
And yet, that promise rests on an assumption. It assumes that the powder metal in a powder-bed additive process can be recycled. If it cannot—that is, if unused powder from one build is precluded from making a part in the next build—then this compromised material is just as wasted as any chip. Therefore, the material efficiency of additive manufacturing is determined by the reusability of the metal. Just how far can an additive metal machine go with a single batch of powder? This is an important question.



Marc Saunders and Lucy Grainger of Renishaw Inc. recently reported on an experiment addressing this question. Mr. Saunders is the director of Renishaw’s Global Solutions Centers, and Ms. Grainger is a product marketing engineer for the company. Work carried out with titanium 6Al4V alloy in a Renishaw AM250 machine using a 200-W laser tested whether repeated reuse of unused powder in build after build affected the characteristics of either the powder itself or the parts it was used to make. The short version of the findings—which are very encouraging to the prospects of AM for production—is that neither the process nor the parts were much affected by re-using material.
The company’s experiment tested a scenario far more extreme than any production process is likely to be. An initial batch of powder was used and reused without the powder ever being replenished. After 38 build cycles were run, there wasn’t enough powder left to make any further parts. In production, powder wouldn’t be used this way—virgin powder would continually be blended into the mix, diluting any problems that the previously used powder might present. The Renishaw experiment deliberately aimed to unmask those problems, if they exist, by removing the dilution. In other words, this wasn’t a simulation of production; it was a simulation of the far more demanding case of a manufacturer somehow marooned with an additive machine and just a single bin of titanium powder.
Technically, some powder was indeed lost. Powder re-use entails sieving to remove grains that have become fused because of their proximity to the additive weld. However, this sieving removed less than 1 percent of the material, Ms. Grainger reports. All of the rest of the material except for the remnant at the end was used to make complex forms representing production parts, plus test pieces such as tensile bars.
Powder consistency, powder flowability, material chemistry and the mechanical strength of the metal were all evaluated from build to build. While none of these parameters remained constant, none of them changed enough throughout the testing for the change to be significant. For example, the slight measured increase in oxygen and nitrogen contamination across the 38 builds remained well within the margin allowed by the relevant standard, ASTM F3001-13. Powder flowability actually improved.
The results of this experiment can’t be extrapolated, Mr. Saunders says. Different materials might respond to re-use in different ways. Other machines will also behave differently. He points out that the Renishaw machine seals its build chamber, evacuating moisture and contaminants before replacing the atmosphere with argon. But even so, this set of findings provides a promising and even exciting early step toward qualifying powder-bed systems and materials for production. Read Mr. Saunders’ more detailed report here.






Related Content

With Electrochemical Additive Manufacturing (ECAM), Cooling Technology Is Advancing by Degrees
San Diego-based Fabric8Labs is applying electroplating chemistries and DLP-style machines to 3D print cold plates for the semiconductor industry in pure copper. These complex geometries combined with the rise of liquid cooling systems promise significant improvements for thermal management.
Read More
Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More
AM 101: What Is Binder Jetting? (Includes Video)
Binder jetting requires no support structures, is accurate and repeatable, and is said to eliminate dimensional distortion problems common in some high-heat 3D technologies. Here is a look at how binder jetting works and its benefits for additive manufacturing.
Read More
DMG MORI: Build Plate “Pucks” Cut Postprocessing Time by 80%
For spinal implants and other small 3D printed parts made through laser powder bed fusion, separate clampable units resting within the build plate provide for easy transfer to a CNC lathe.
Read MoreRead Next

Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More
Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More
3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More