




In the first article in this series, “A Framework for Qualifying Additively Manufactured Parts,” Dr. Kevin Slattery and John E. Barnes defined and mapped the key steps for Qualification, Certification (Q&C), and Production. In the following articles in the series, members of The Barnes Global Advisors (TBGA) team partner with industry experts to discuss what is unique about AM and how that impacts Q&C for their industry. In the second article, “Additive Manufacturing in Space: Failing Upward,” TBGA’s Laura Ely collaborated with NASA’s Alison Park and Paul Gradl to expose the opportunities and challenges AM presents for Q&C of space systems. For this third article on AM Q&C for the transportation industry, TBGA’s Jennifer Coyne and Wabtec’s Anthony Mott will keep the discussion rolling exploring AM considerations that keep us all on track.
Very few advances have enabled the global economy more than transportation. You could argue that globalization spurred innovations in transportation, or vice versa. However, you can’t deny they are deeply connected, starting with sailships in the age of colonialism in the 15th and 16th centuries, steamships and rail enabling mass production in the late 1800s, and finally the introduction of air transport, containerization and telecommunications post WWII. This intricate web of planes, ships, trucks and trains has not only transformed the movement of goods and people but has also accelerated the exchange of ideas, cultures and technologies on a global scale. With this deep connection to culture and economic systems, it makes sense that the transportation industry is experiencing unprecedented investment and technology growth to meet the growing demands to move more people and goods farther, faster, cheaper and more sustainably.



Let’s Stay on Track
While this is true for the transportation industry at large, this article will focus on the widely used, yet rarely highlighted rail industry. From its early days chugging along with steam engines to today's cutting-edge solutions driven by diesel, natural gas and electricity from overhead catenaries or onboard batteries like Wabtec's FLXdrive (see Figure 1), the world of rail and locomotion technology has undergone quite the transformation.

Figure 1: Wabtec's FLXdrive, a fully electric locomotive.
This rich tapestry of history and product diversity in the rail industry sets the stage for a vibrant playground of possibilities when it comes to additive manufacturing applications. Think spare parts for those legacy systems, reliability boosts for existing fleets, performance enhancements for new locomotives, and the modernization of existing ones. In fact, Wabtec, a leader in the rail industry, is spearheading the AM adoption journey in the industry with over 100,000 production AM parts in use today. It's a world where innovation keeps on track!
So what does it take to get an additively manufactured part approved for use in the rail industry? We will start with the best engineering answer: It depends. The level of rigor for part approval is most directly tied to the safety criticality of the component. Considering that locomotives can carry over 500 tons of freight, and transit vehicles can regularly operate at speeds above 200 miles per hour, the rail industry takes safety very seriously. Even with these extreme operating conditions of weight and speed, rail is an extremely safe method of moving freight and passengers over land.
What Is the Consequence of Failure?
Despite the safety of rail as a method of transportation, setbacks and difficulties can arise. We can tell stories of being stuck on a freight locomotive, on a single track, in the middle of the night, watching the hours and minutes tick towards a crew timeout. Other stories may include being stuck under a locomotive with a hair dryer defrosting frozen water lines or hammering sand out of clogged sand traps. These stories are benign, and at most caused operational delays and cold hands, yet the consequence of failure can be much more severe as these systems carry valuable cargo such as people, high-value goods and toxic chemicals. With these stakes, a thoughtful and thorough approach to part and system qualification is a must.
Classification, Risk and Trust
Are all parts treated equally? Of course not. Like any industry, part classifications exist to label risk and subsequent part approval rigor. Keeping it simple, the rail industry widely recognizes two classifications: safety-critical and non-safety critical. The rating is based on the component’s operating conditions and how impactful it can be if a failure does occur in operation.
The part approval process is also impacted by the rail system operator, and whether it is privately or government-run. In a government-run rail system, the part approval process tends to be more bureaucratic and safety-focused, subject to extensive oversight, and influenced by political and budgetary considerations. Safety standards are rigorously upheld, and transparency is emphasized, leading to longer decision-making timelines and a preference for standardized components. Budget constraints may play a significant role in part approval decisions, favoring cost-effective solutions. Additionally, the process can be influenced by political factors and may be risk-averse, often prioritizing established technologies over newer innovations, which can present a challenge to introducing AM technology. Privately run rail systems will also prioritize safety and cost, but part approval rigor is mostly determined by the vehicle manufacturer, as they hold the design authority to meet a set of customer set product requirements.
Both private and publicly run operations are still subject to regulatory bodies such as the Environmental Protection Agency (EPA) which oversees emissions limits, the Federal Railroad Administration which focuses on rail safety, and in Europe, the European Union Agency for Railways (ERA), and the European Standards Org (EN). Without broad guidance on AM parts from these agencies, manufacturers and operators have established their own specifications to approve AM parts. Compared to traditional manufacturing technologies with decades of established material data and quality assurance methods, AM is still considered a newbie in the rail industry and does suffer from a lack of initial trust. The only way to build trust is to follow the process. As we often say, the process is the process is the process.
But wait... Isn’t AM special? Well…Yes, and no.
The Process is the Process — What Is Unique About AM?
As every engineer can attest, it all comes back to product requirements, which are not unique to AM. The uniqueness of AM is the ability to rapidly iterate and test designs, and to control the process through varying process parameters. Layer on the extra requirements to prove the reliability of a new technology, and you have your work cut out for you. Before we get overwhelmed, remember that the process is the process, even for AM parts.
Applying a simplified Systems V model (Figure 2), AM has a game-changing effect on the bottom part of the V due to the nature of being able to rapidly prototype design iterations. AM enables an iterative loop of Design, Analyze, Build, Test, prior to launch that reduces risk.
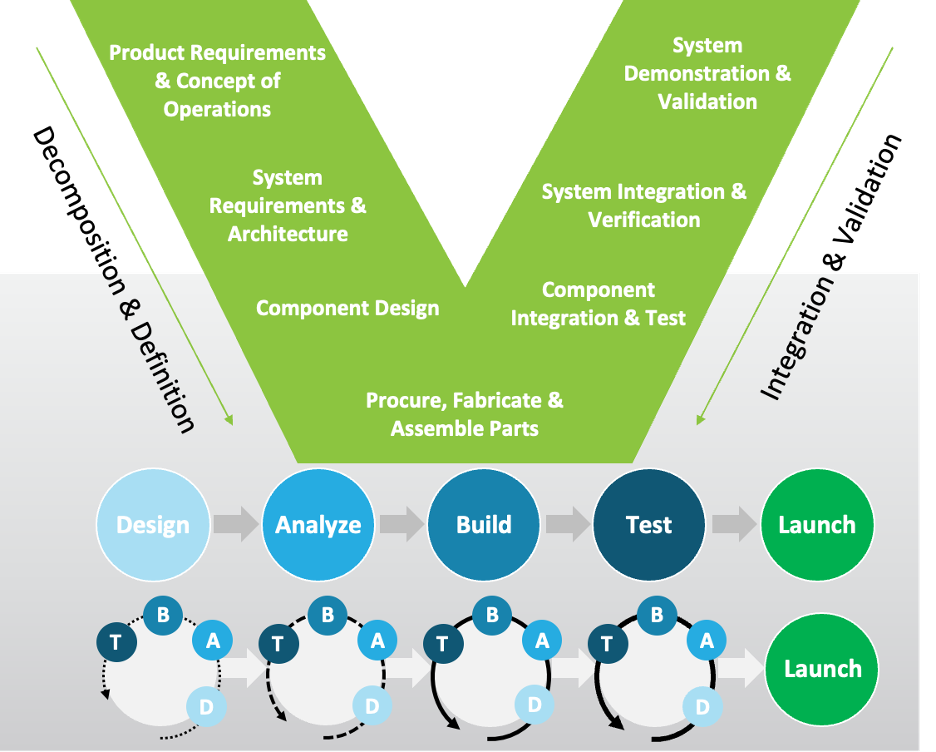
Figure 2: Systems V-Model, showing a systems engineering approach (source), overlaid with the rapid loop of design, analyze, build, test and repeat to reduce launch risk. Image Credit: The Barnes Global Advisors
It seems this could lengthen the design process because now it is possible to evaluate five designs or even 15, but a thoughtful risk-based approach to design and testing, along with the speed of printing, can improve cycle time and the overall outcomes.
Requirements, Requirements, Requirements — What Is Unique About Rail?
Now that we’ve considered what is unique about AM within the process, let’s again get back on track. What is unique about rail? For starters, there are rails everywhere, with established rail systems on every continent and in almost every country. Although many variations exist, the vehicles have many common architectures and structures that have been productized broadly. This means that the same vehicles are deployed in the deserts of Australia, and in the northern islands of Canada.
To hack it on the rails means sustaining:
- Up to 7-G forces, a potential impact from irregularities in the track.
- Corrosive environments, including sea spray and coastal winds.
- Sand, because rail vehicles go everywhere, even where humans don’t — like across the Outback! (Did you know sand is a consumable in most locomotives, used for traction?)
- Extreme temperature variation, from the coldest colds of the arctic to unventilated tunnels in the deserts and everything in between.
- Long-term durability and maintainability — transit vehicles are used up to 40 years in the field!
With these environmental challenges, it would be easy to rely on proven technologies, but that hasn’t stopped pioneers like Wabtec from pushing through the validation for promising applications.
Lessons Learned from a Transit Brake Manifold
In each industry, there are flagship applications that check all of those “additive boxes” that AM technology can enable, including lightweighting, speed to market, performance improvements, on-demand manufacturing and many more benefits that we have all tried to apply when using additive. In the rail industry, brake manifolds are one of those applications that hit the sweet spot for taking advantage of AM and these benefits.
At Wabtec, there have been efforts over the past several years to find applications that are suitable for production with AM. Brake manifolds are pneumatic devices on rail vehicles that distribute brake pressure to designated systems across a car or system. And while this application checks all of those “additive boxes,” this application is most definitely a safety critical part and had to go through a significant qualification process.
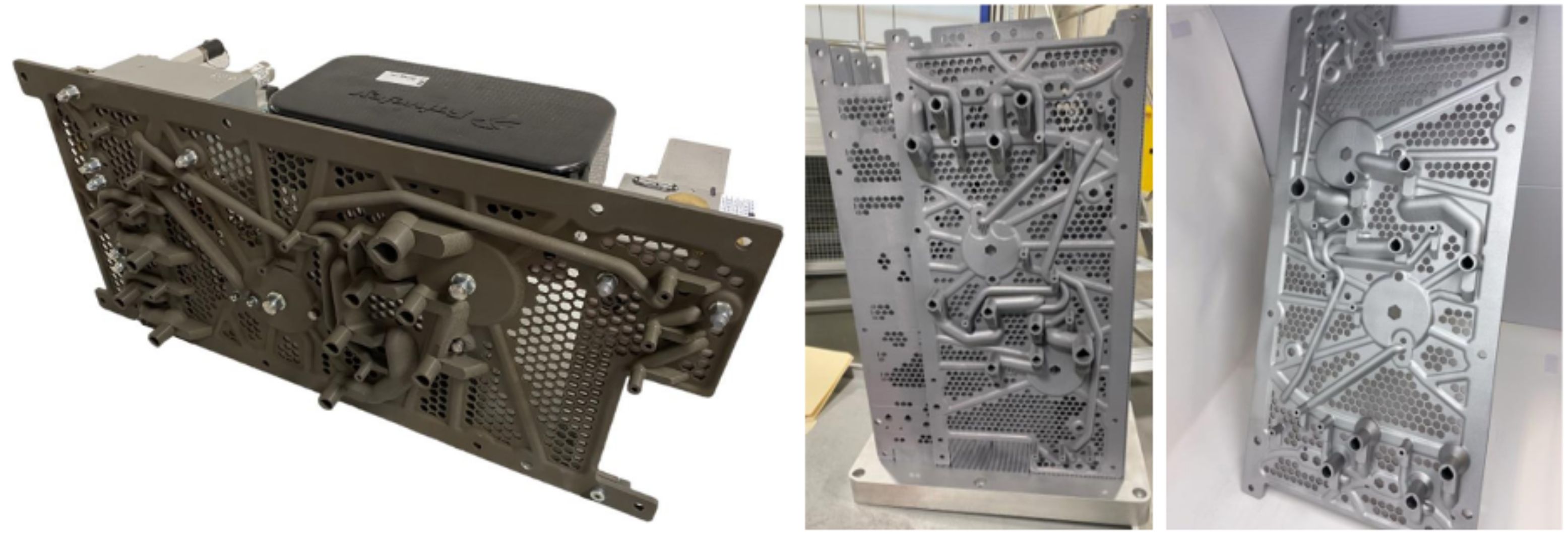
Figure 3: Wabtec Transit pneumatic additively manufactured brake manifold. Photo Credit: Wabtec
In the first article written by Dr. Kevin Slattery and John E. Barnes for this series, “A Framework for Qualifying Additively Manufactured Parts,” we defined the overall framework as seen in Figure 4 and mapped the key steps for Qualification, Certification (Q&C) and Production.
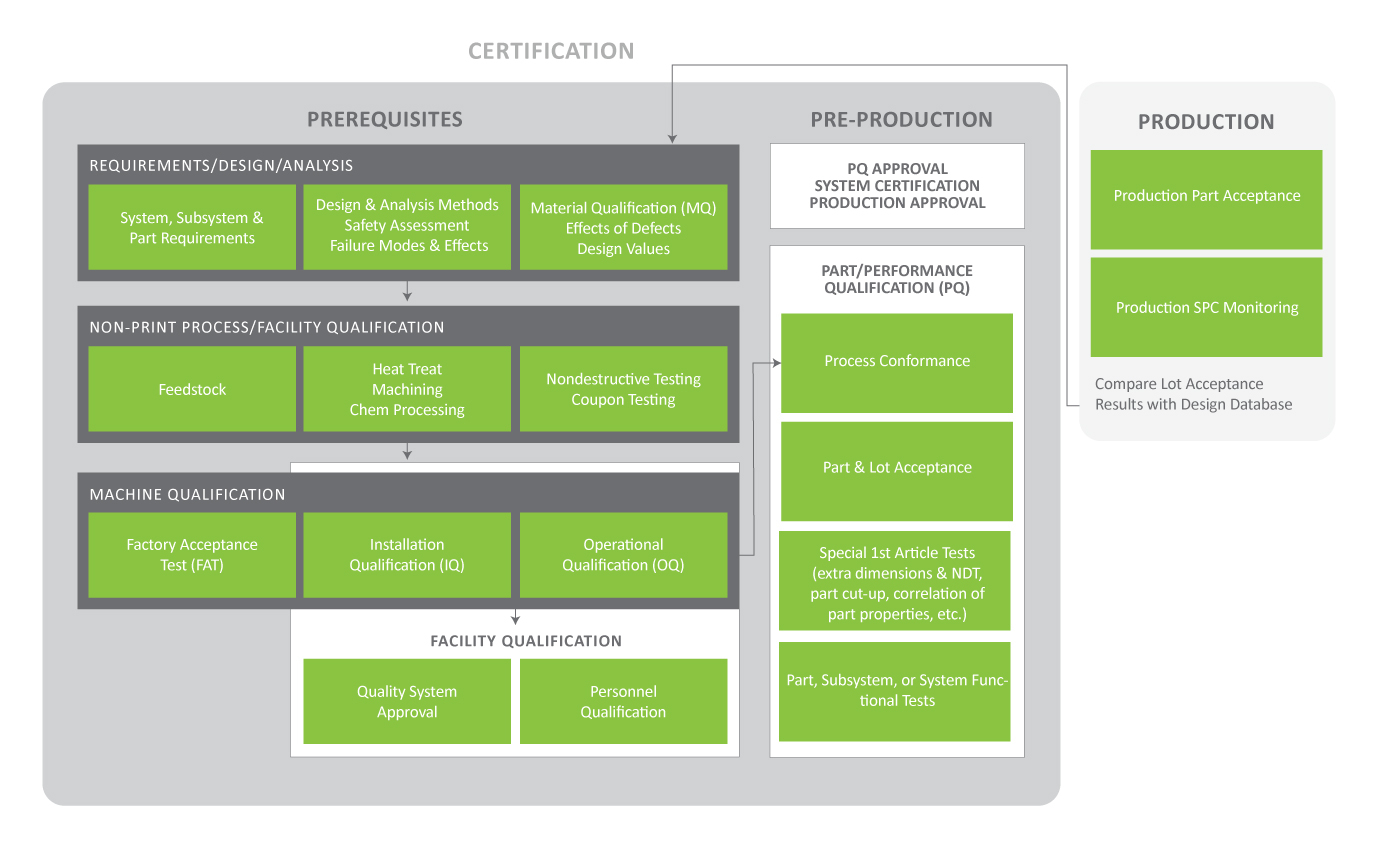
Figure 4: Certification / Qualification / Production Framework introduced in part 1. Source: A Framework for Qualifying AM Parts
Applying the Framework
Starting with Requirements / Design / Analysis, the brake manifold was subject to deformation analysis under load, and stress analysis under peak load and cyclic loading, as established by the environmental profile. The Non-Print Facility Qualification efforts included an initial qualification of cleanliness and evaluation of the heat treatment process with respect to part geometry. To qualify the cleaning process, requirements were set to inspect passages using CT to ensure all trapped powder was removed. Once qualified, a sampling plan is put in place to maintain quality. To qualify the heat treatment process, coupons with similar thickness as the part were created and thermocouples were placed in the center during thermal treatment to verify the temperature profile applied matched the thermal profile effect on the part.
Concerning the facility, although currently most rail customers do not require specific Facility Qualification certifications, Wabtec is pursuing ISO 9001 to maintain process rigor and control of their AM facilities.
Arguably the most rigorous part of the part approval process can be categorized under the Part Performance Qualification section of the framework. To reach part approval, the prototypes were subject to several tests including:
- High pressure loading (peak pressure)
- Endurance test (pressure + cycles)
- Thermal performance
- Chemical tests (salt spray)
- Shock and vibration analysis
- Fatigue properties
- Cleanliness testing
With part performance qualification in place, the part went through System Certification, which included a multi-unit field test for up to 12 months. The part and system tests will be used to inform future validation plans of similar parts, and hopefully increase the trust in the Production of AM parts.
WATCH: 3D Printed Brake Panel for the Rail Industry: The Cool Parts Show #52
Railing Against the Challenges
In conclusion, the journey to qualify additively manufactured parts for the rail industry is a pivotal chapter in the ongoing evolution of transportation and safety-critical flagship examples in industries such as rail, building trust in AM technology across broad industry segments. As we have explored in this article, the process is the process, and although there are certainly unique considerations for AM parts, as always, requirements and risk rule the day. This is a journey where innovation meets responsibility, ensuring that the railroads of the future are not only efficient but also steadfast guardians of passenger and cargo safety.
About the Authors

Jennifer Coyne
Jennifer Coyne is the director of programs at The Barnes Global Advisors (TBGA) where she combines her love of data and processes with a passion to drive the adoption of new technologies. She came to TBGA in 2021 after leading the additive manufacturing division of GE Transportation (now Wabtec Corporation) where she successfully led the launch of over 50 unique production additive parts and opened four global labs in the U.S. and India with a wide range of metals and polymers 3D printing capabilities. Prior to her start in additive manufacturing, Jennifer led a company-wide product lifecycle management (PLM) launch and held several roles in systems engineering specializing in Locomotive Traction, Propulsion Systems, and Energy Storage Reliability. As a graduate of GE’s Edison Engineering Development Program, she tackled intense technical training and business-critical assignments that propelled her into an exciting hands-on career pushing the boundaries of technology adoption in heavy manufacturing. Through her extensive work in the industry, Jennifer is also the recipient of eight U.S. patents. Jennifer currently serves as an SME Additive Manufacturing Community Advisor. She’s also received multiple recognition awards, including one of Railway Age’s Top Women in Rail 2020, 2017 GE Transportation’s Women in Technology award, and the 2013 GE. Transportation Innovation Engineering award. Jennifer holds a B.S. in mechanical engineering from Grove City College and an M.S. in Mechanical Engineering from Georgia Institute of Technology.

Anthony Mott
Anthony Mott is the global additive manufacturing leader for Wabtec Corporation, a global leader in the railway industry. In this role, Anthony leads a team of engineers and additive facilities across the world to deploy additive manufacturing to the most impactful rail applications. Prior to joining Wabtec, Anthony held several roles for GE Additive including llead additive manufacturing engineer and operations manager. Along with these roles, he was the training leader at the site in educating customers on how to apply and integrate additive manufacturing technology into their business. With over 10 years of experience in additive manufacturing, he has a well-rounded foundation of experience in applying additive technologies to a variety of industries. Anthony earned his B.S. in polymer engineering from Penn State Behrend and his master’s in additive manufacturing and design from Penn State University and currently resides in the Pittsburgh, Pennsylvania, region.






Related Content

Additive Manufacturing at NASA (Part 2): AM Radio #52
In this follow-up podcast episode on additive manufacturing at NASA, Dr. Tim Simpson joins us to discuss how the organization thinks about AM overall, and its role in advancing additive alongside and in service of commercial industry.
Read More
Valve Manufacturer Outlines Path to Qualification for Additive Manufactured Pressure Equipment
In this case study, Samson shares how manufacturers can design and produce pressure equipment using additive manufacturing that is compliant with the European Pressure Equipment Directive (PED).
Read More
Velo3D Founder on the 3 Biggest Challenges of 3D Printing Metal Parts
Velo3D CEO and founder Benny Buller offers this perspective on cost, qualification and ease of development as they apply to the progress of AM adoption in the future.
Read More
AM Materials Consortium Selects Partners for LPBF Fabrication and Testing
The consortium is developing open LPBF parameter sets to streamline machine, material and process qualification, with the goal of expediting customers’ process development leading to serial production.
Read MoreRead Next

A Framework for Qualifying Additively Manufactured Parts
A framework developed by The Barnes Global Advisors illustrates considerations and steps for qualifying additively manufactured parts, using an example familiar to those in AM: the 3D printed bottle opener.
Read More
Additive Manufacturing for Rail Industry Is Gaining Traction at Neighborhood 91
Locomotive manufacturer Wabtec is the first tenant of Pittsburgh’s N91 additive manufacturing ecosystem, where the company is ramping up production via laser powder bed fusion.
Read More
3D Printed Brake Panel for the Rail Industry: The Cool Parts Show #52
In this episode of The Cool Parts Show, laser powder bed fusion simplifies the manufacturing of air brake panels for light rail systems made by Wabtec.
Read More