
Movable Components, No Assembly Required
A medical device maker produces a 13-piece articulating section with zero assembly work, thanks to DMLS’s ability to make the free-moving section as one complete piece.


This moving section used to be assembled by hand. Through additive manufacturing, the parts seen here were produced complete.
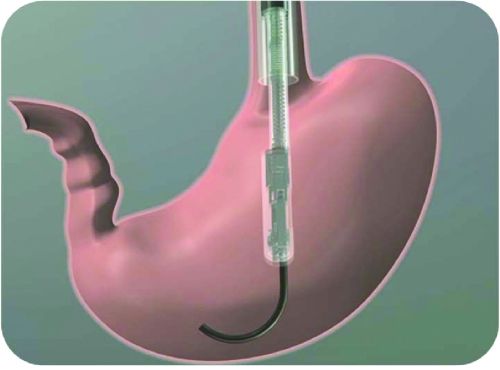
The articulating section above will allow a physician to manipulate the stomach without an incision.

One of the challenges associated with machining is deburring. Additive production eliminates the need for deburring each link.
Once DMLS demonstrated it could make the existing design, the section was redesigned to take better advantage of the additive process. The new design uses integral joints that could only be created additively.



The crucial component of a medical device currently under development is a flexing, snaking, stainless steel section like the ones seen on this page. The tentacle-like section has to move with enough force and control to precisely manipulate human tissue. Assembling this small, intricate moving element has proven to be challenging, time-consuming and expensive—so what if it could be made without any assembly at all?
That is, what if this snaking metal section could simply be produced on demand, at the push of a button, with all of the freedom of motion built in? Manufacturers are used to thinking of part-making cycles producing solid pieces, not moving collections of pieces. Yet a company specializing in additive manufacturing has now realized exactly this possibility for the device, successfully “printing out” an articulating section that is both free-moving and complete, right out of the direct metal laser sintering (DMLS) machine. The accomplishment has important implications for both the end product and the medical technology company that is busy inventing it.



BaroSense is the startup company in Redwood City, California, that is pioneering this device, which will provide an endoscopic alternative to surgery affecting the stomach. The promise of this device is that physicians will be able to reach through the patient’s mouth and esophagus to access the stomach, avoiding surgery and its trauma. If the small, precise, articulating section that is so vital to this device can be made without the cost of assembling it from tiny pieces, then the final price of this device can be significantly less than what it otherwise might have to be.
To be sure, other factors in addition to cost will also affect this manufacturing decision. Right now, an early version of the device is being used in human trials, and at least some re-engineering of the device will almost certainly result from those trials. How the articulating section will be produced is a question to be answered later. For whatever manufacturing method is chosen, BaroSense will have to demonstrate that the consistency, controllability and reliability of that production process are consistent with what is needed for devices to be used in the human body. In satisfying these requirements, the combination of CNC machining and manual assembly actually has an advantage, because that combination has a long history of being used to make medical devices. If BaroSense chooses DMLS, then it will have to demonstrate to FDA regulators and potential users that this alternate manufacturing method—though less well known—is nevertheless sufficiently trustworthy.
Don’t Tell the Boss
Brett Swope is BaroSense’s engineering manager. He says the first step in investigating DMLS is, “Don’t tell your boss.”
At least, that was how he began. Additive manufacturing of a completed, critical moving assembly seemed like such an odd and remote possibility that it did not appear worthwhile to invest precious time in even discussing and exploring it. Thus, a chicken-and-egg problem: Before the team could determine whether DMLS would work, DMLS essentially had to demonstrate that it would work.
Swope sent a digital model of the articulating section to Morris Medical. This is a division of Morris Technologies, the additive metal manufacturing specialist based in Cincinnati, Ohio. Morris Medical produced an initial version of the section out of the required 17-4 stainless steel using DMLS on machinery from EOS. The freedom of motion of this 3D-printed section validated the concept sufficiently that Swope could take the sample to his boss.
Still, this first pass at additive manufacturing wasn’t a complete success. The part needed improvement. It didn’t move smoothly enough. BaroSense was willing to pursue additive manufacturing further in large because its current best method for manufacturing the section was in need of improvement as well.
Machining and Assembly
From the beginning, how to make the articulating section was recognized as one of the endoscopic device’s primary engineering challenges. The method that would typically be used for such a small articulating member is either (A) stamping the links and joining them by riveting, or (B) laser-cutting a tube to form a series of links connected by slender threads of metal. Because of the force this section has to exert, however (around 80 pounds), neither of these approaches was adequate. BaroSense instead developed a process based on machining individual links in two machining-center setups, followed by assembling the links by hand in a procedure involving manual welding of hinge pins.
That process works. It has produced articulating sections that meet the company’s design and performance demands. In fact, machining and assembly produced the sections currently being used in human trials.
However, this approach to production is also costly. Each device uses two different articulating sections, one with 13 links and one with seven, so the machining time alone is considerable. After machining, each of the 20 links has to be deburred, inspected, polished and heat treated. At last comes assembly, which requires 1 to 2 hours per section for steps including welding. Swope says the equipment and labor costs associated with all these steps produce an overall manufacturing cost high enough to affect the unit’s price. But if DMLS is adopted, BaroSense estimates that the cost of making articulating sections will decline by 80 percent.
Design for DMLS
Chuck Hansford is vice president of Morris Medical. He says that while DMLS production of even a moving component like BaroSense’s can become a pushbutton process, it doesn’t start
out that way. Two levels of engineering went into realizing the process for additively producing
the BaroSense section.
The first level was designing a DMLS process that would result in smooth-moving articulation. While the component needs to move with little friction along its intended direction of flexure,
it also needs to rigidly resist movement in other directions. The way the part is oriented during the layered build process of DMLS and the way the part is supported during this process both determine whether the placement of the metal in this process will produce a part that moves as intended. These elements of process engineering draw upon the sort of expertise in which Morris specializes.
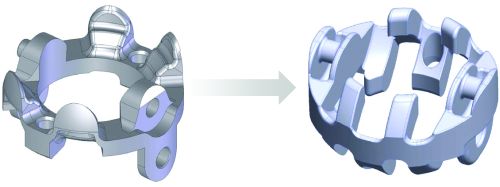
The next level of engineering was to then redesign the product with DMLS in mind. Producing the link shapes that were designed for machining doesn’t play to the additive process’ strengths. Therefore, Morris produced two potential redesigns of the section specifically for additive production—one with greater rigidity than the machined and assembled version, and another with greater range of motion. (These are the two designs seen in the photo at the start of this article.) Both redesigns use linkage geometries that could only be made additively, because both feature integral joints that were “grown” together rather than being pieced together later (see the illustration on this page).
Acceptance Will Come
BaroSense’s ultimate use of DMLS is not a certainty, Swope says. This production method works well and would save cost, but that’s not automatically enough. The product is a medical device, so it will also need to meet the approval of other parties—including many who have viewpoints that are removed from manufacturing or engineering.
One shortcoming of DMLS is that it continues to be less precise than machining. This does not affect the performance of the articulating section, because the accuracy is easily enough for the needs of this part. However, the imprecision is enough to affect appearance. Compared to a machined and assembled section, an additive-manufactured section is visibly rough.
That shouldn’t matter, says Swope. In the final device, the articulating section will be sealed in rubber—it won’t even be visible. Still, part of what BaroSense has to win is physicians’ confidence. That evaluation, while mostly analytical, inevitably includes an emotional element as well.
Swope expects additive manufacturing to be approved and used for this device, but even if it isn’t, he says that additive manufacturing has already won in a larger sense. Additive production clearly offers a simpler, less expensive way to produce complex components such as BaroSense’s—components that otherwise would have to be made in many steps. As a result, processes such as DMLS will continue to find new applications. Soon, he says, this production method will be commonplace enough to easily satisfy the comfort level of anyone who is inclined to consider it.







Related Content

Video: How Multimaterial Laser Powder Bed Fusion Works
Penn State University’s CIMP-3D is exploring applications of the Schaeffler Aerosint system for multimaterial 3D printing. During a recent visit, I got an introduction to this system.
Read More
Additive Manufacturing Is Subtractive, Too: How CNC Machining Integrates With AM (Includes Video)
For Keselowski Advanced Manufacturing, succeeding with laser powder bed fusion as a production process means developing a machine shop that is responsive to, and moves at the pacing of, metal 3D printing.
Read More
Beehive Industries Is Going Big on Small-Scale Engines Made Through Additive Manufacturing
Backed by decades of experience in both aviation and additive, the company is now laser-focused on a single goal: developing, proving and scaling production of engines providing 5,000 lbs of thrust or less.
Read More
How Machining Makes AM Successful for Innovative 3D Manufacturing
Connections between metal 3D printing and CNC machining serve the Indiana manufacturer in many ways. One connection is customer conversations that resemble a machining job shop. Here is a look at a small company that has advanced quickly to become a thriving additive manufacturing part producer.
Read MoreRead Next

3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More
Crushable Lattices: The Lightweight Structures That Will Protect an Interplanetary Payload
NASA uses laser powder bed fusion plus chemical etching to create the lattice forms engineered to keep Mars rocks safe during a crash landing on Earth.
Read More
Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More