
Metal AM Advances Thermal Management Systems in Aerospace
The aerospace industry is increasingly turning to additive manufacturing for thermal management components. Andrew Carter of Stratasys Direct Manufacturing explains why.
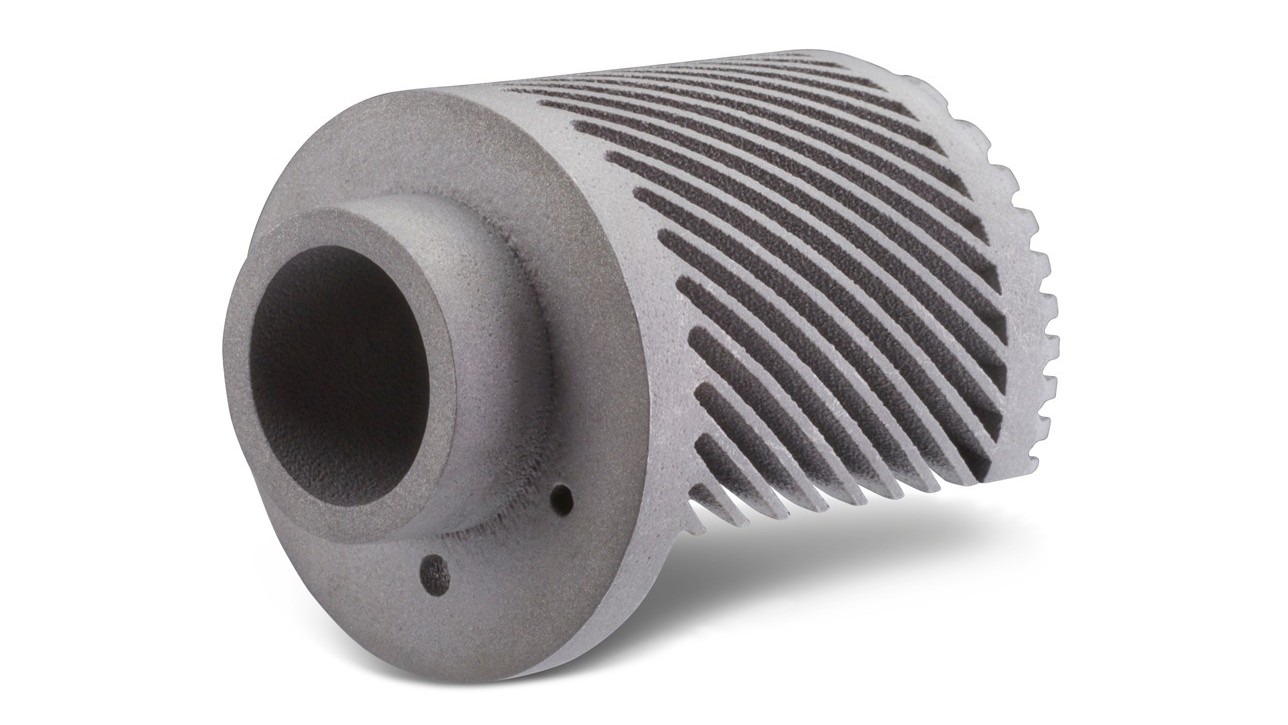
An optimized heat exchanger built with direct metal laser melting (DMLM) technology. Images courtesy of Stratasys Direct Manufacturing.

A copper alloy heat exchanger 3D printed with direct metal laser melting. Copper is an ideal material choice for integrated regenerative cooling channels because of its high strength and high thermal conductivity. It’s also a great choice for microchannels, jet impingement cooling, microelectronic device cooling and conformal induction coils.



The aerospace industry has always been a driving force behind the adoption of additive manufacturing (AM). And it’s no longer just for the GEs and Boeings of the world. According to a recent survey from ABI Research, the U.S. aerospace and defense industries will make up a large portion of AM growth over the next 10 years, producing additive manufactured parts and products with a value of $17.8 billion in 2026. Government agencies outlining steps and policies for manufacturing and certification of additive manufactured parts will drive part of this growth.
The Federal Aviation Administration (FAA) focuses on certifying metal 3D-printed parts as evidenced by its approval of Boeing’s first structural 3D-printed titanium components for the 787 Dreamliner in 2017. Besides structural components, aerospace engineers are increasingly using metal AM for end-use thermal management components because of the design freedom, quick production timelines and weight reduction potential it offers.



Let’s take a look at common 3D printing applications in aerospace thermal management, AM metals technologies and materials for thermal management and the advantages of AM for thermal management system components.
Thermal Management AM Aerospace Applications
Thermal management in aerospace involves critical components and controls that maintain acceptable temperature ranges, airflow, and heating and cooling for electronics, cabins and cargo. Engineers must meet strict requirements for thermal management systems, including size, weight and adherence to aerospace standards, while also designing a variety of features and functions.
Engineers often use metal AM for the following thermal management applications:
- Microchannel and jet impingement strategies. Engineers build microchannel and jet impingement designs to cool combustion liners, turbine blades, stators and bearings using metal AM because of the required feature resolution and complex designs needed for performance.
- Lattice structured thermal shielding. A thermal shield is designed to protect a component from extreme temperatures by dissipating, reflecting or absorbing heat. Engineers are starting to incorporate lattice structures within the metal AM part itself to create a thermal shield.
- Thin-film cooling. Thin-film cooling involves effusing a very thin layer of cool fluid to shield a solid interface from a high-temperature environment. Thin-film cooling is often implemented in the center of a combustion liner in a turbine engine when the temperature exceeds that of the melting point of the surrounding alloy. Metal AM is uniquely positioned to improve thin-film cooling with the ability to build complex internal passages and very complex outlet geometries for better film effectiveness.
- Pin fin heat exchangers. Pin fins are patterned in arrays within closed tubes to enhance heat transfer of a working fluid. With metal AM designers can optimize the geometry of pin fins into noncircular tapered fins that would be prohibitively expensive to manufacture using traditional methods.
Metal AM Technologies and Materials for Thermal Management
The most common metal AM technology is direct metal laser melting (DMLM). DMLM parts are strong, durable and thermally conductive. They are also ideal for thermal management projects in the prototyping and production phases of the product development lifecycle. DMLM can also build denser parts than investment casting and complex geometries that would be impossible to build using other metal manufacturing methods.
There are many gas-atomized DMLM alloys specifically developed for aerospace applications. Aluminum and copper alloys that exhibit high thermal conductivity and high specific heat can meet most part requirements for thermal management applications. The mechanical properties of these materials are close to wrought after processing and heat treatments.
C18150, a copper chromium zirconium (CuCr1Zr) alloy, was recently processed via DMLM at Stratasys Direct. Stratasys Direct’s manufacturing engineering team developed the laser exposure strategy and implemented controlled heat treatments to optimize mechanical and material properties of additive C18150. In parallel to this process development project, Stratasys Direct worked with major aerospace companies to substantiate the results and apply the material to critical thermal transfer applications.
Metal AM Advantages for Thermal Management
The main benefit of metal AM for thermal management is tool-less production. Building parts layer by layer eliminates the design constraints and costs of subtractive manufacturing and multiple part assemblies. The design freedom opens up possibilities for nonlinear, tapered and variable geometries for customized thermal management part features, including fins, vanes, blades, wicking structures, heat pipes and conformal internal passages. Design freedom also enables consolidation of multiple components into one part to save space, reduce wait or minimize assembly time.
Metal AM not only enables customization and enhanced functionality but also shortens and simplifies the supply chain. Parts can be built on demand directly from 3D CAD data. These design files serve as a digital inventory versus investing in warehousing outdated parts and equipment.
The next generation of thermal management systems across aerospace will need to be lighter, stronger and more efficient, and this is a task only fit for the latest manufacturing technology.
To learn more about the innovations in thermal management systems in aerospace, download Stratasys Direct’s white paper.
About the Author
Andrew Carter is a process and manufacturing engineer at Stratasys Direct Manufacturing with more than five years of experience in additive manufacturing. He has extensively studied direct metal laser melting (DMLM) technology and has received three Small Business Innovation Research grants aimed at developing novel applications and materials specifically for DMLM. Andrew Carter also received a 30 Under 30 award from the Society of Manufacturing Engineers in 2017.







Related Content

Semiconductors, Tungsten, AM Affordability and More from Formnext 2024: AM Radio #56
The trade show included increased applications for the semiconductor market, machine launches and technology advances aimed at cost cutting, plenty of LFAM and more. Listen to our conversation on Formnext 2024.
Read More
8 Cool Parts From Formnext 2023: The Cool Parts Show #65
New additive manufacturing technologies on display at Formnext were in many cases producing notable end-use components. Here are some of the coolest parts we found at this year’s show.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read More
Velo3D Qualifies Aluminum Alloy to Support Formula 1 Customers
Aluminum alloy supports Formula 1 customers by enabling the production of parts requiring high thermal conductivity and durability, and is available to print in both 50 and 100 micron layers.
Read MoreRead Next

Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More
Alquist 3D Looks Toward a Carbon-Sequestering Future with 3D Printed Infrastructure
The Colorado startup aims to reduce the carbon footprint of new buildings, homes and city infrastructure with robotic 3D printing and a specialized geopolymer material.
Read More
3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More