
Amerimold Workshop: Direct Metal Laser Sintering
Laser sintering is an additive process that deposited metals, such as Titanium, to create complex machinable workpiece blanks.
This titanium humeral mount for a prosthetic limb prototype is built as a single piece in 15 hours using direct metal laser sintering.
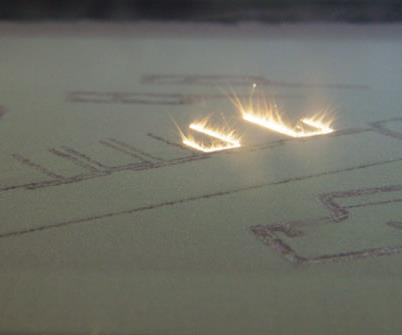
Laser sintering is an additive manufacturing method that builds up parts one thin layer at a time. (Photo courtesy of Linear Mold & Engineering)
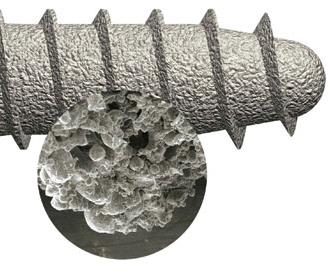
This view of an implantable titanium screw made with DMLS also shows the rough surface (close-up), which is useful for rapid bone bonding and growth. (Photo courtesy of Leader Italia)

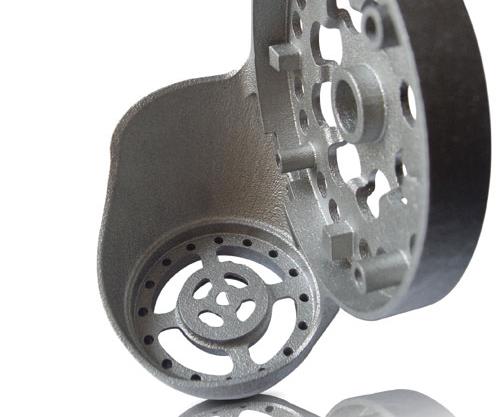
This titanium structure for a brake on a competition bicycle is hollow, improving performance and reducing weight. Production with DMLS took 11 hours, a significant cost and time reduction compared with casting.



Direct metal laser sintering (DMLS) is new enough to most manufacturers that the two most common questions about it are still, “What is it?” and “What’s it for?” After that, the more practical question is, “How does it fit in with more traditional production processes?”
This article from EOS addresses all three questions by explaining the laser sintering process, focusing on one metal—EOS titanium Ti64—to demonstrate how DMLS provides solutions to real-world manufacturing problems. EOS is a manufacturer of direct laser sintering equipment and specialty metals based in Krailling, Germany, with EOS of North America headquartered in Novi, Mich.



Process
DMLS is an additive fabrication process that builds parts from 3D CAD data by sintering powdered metal one layer at a time, cross-section by cross-section.
Production times and costs depend solely on the volume of material to be sintered, not on a part’s complexity or simplicity. This is a new way of thinking for machinists, who normally cost jobs in terms of the amount of material to be cut away from barstock and the intricacy of the tooling.
Setup time for laser sintering is minimal. It takes 10 to 20 minutes to convert a CAD, STEP, STL or IGES file into a ready-to-build file. Machine setup involves mounting the build platform in the machine, leveling it, applying a first thin layer of powder and starting the job. After 15 minutes to fill the build chamber with inert gas (for titanium, we use argon, for steel nitrogen), you’re in business. Total setup time is 30 to 40 minutes, with another 30 to 40 for cleaning up after and setting up for the next batch.
Operation is more or less fully automatic. There are no tools to change and no fixtures to adjust; the equipment can run untended overnight or on weekends—no matter how complicated the part. In fact, batches of completely different parts can be run at the same time, dramatically increasing your production efficiency.
Materials
The metals used for DMLS are very similar to their counterparts in traditional production. Using our titanium example, Ti64 for laser sintering is a Ti6A1V4 alloy that has mechanical properties equal to, and sometimes better than, the properties of the same machined or cast material. The tensile strength is 1,150 ± 60 Mpa (167 ksi); the Young’s modulus is 110 ± 7 Gpa. Like conventionally made titanium products, laser sintered metal parts are suitable for secondary processes like machining, milling, turning, welding, etching, plating or HIPping.
But there’s an important difference between traditionally processed and laser sintered titanium. The metal is difficult and expensive to machine or cast—and laser sintering helps eliminate most of those costs. It can even build parts that would be extremely challenging in other processes, such as a high-performance titanium brake for a competition racing bike.
In order to make the brake lightweight and provide improved performance, the primary structural component needed to be hollow with especially thin walls. By going with DMLS, the design was readily manufacturable in only 11 hours, and the entire process (including shot peening) was much faster and less expensive than casting would have been.
Production Volumes
If a part is a one-off, laser sintering is more economical than machining or casting. For instance, DEKA Research (Manchester, N.H.) needed a humeral mount for a fully integrated prosthetic arm design. It was able to use DMLS to produce a titanium mount quickly and cost effectively, in a single fully automatic build process that took only 15 hours. The accuracy, surface quality and mechanical properties were as good as a cast part, which would have been difficult, costly and much more time-consuming to create.
For the sort of low-volume production that is common to the early stages of product design and exploratory launch, DMLS provides a welcome manufacturing stage between initial prototyping and limited-lot production. It enables you to create a single prototype for early design—then a few for iterative revision and testing—then a short production run. At every stage of development, the DMLS part has almost the same properties as the final product. And design changes are remarkably inexpensive at any time, since there is no tooling, mold or machine reprogramming involved. Once the part has been completely finalized, it is fine to switch to a conventional manufacturing process if high production volumes justify it.
Quality
Shops working in the aerospace and medical industries live and die by how traceable their materials and processes are. A great many industries, as well, have certification and quality procedures that their suppliers must guarantee to meet before even quoting a job.
DMLS offers end-to-end process control, documenting materials, process parameters and batches. Recent improvements in process visibility ensure that documentation—much of it automated—is readily available for tracking and audits. Data sheets for the materials list their suitability for such requirements as medical certification and ISO standards.
Design Innovation
If a shop works in close collaboration with product developers, the greatest advantage that DMLS can offer your customers is completely design-driven manufacturing. Designers focused on defining the greatest functionality in a product feature—one as simple as a handle or hinge, or as complex as an impeller blade—ideally shouldn’t need to think about how to machine, assemble or weld it. Now they don’t have to: Laser sintering frees designers from manufacturing constraints and sparks their imaginations in new ways.
This kind of thinking helped Leader Italia, a medical design firm, to use DMLS to create a new generation of titanium dental implant screws.
A previous line of screws was machined and needed surface treating to produce a texture that promotes bone bonding and growth. On being introduced to laser sintering, the screw designers immediately recognized that it was possible in DMLS to precisely define and build surface roughness right into the implants as they were created. That capability resulted in an entirely new product line.
So, how does DMLS fit in with traditional processes? It enables a user to reduce costs on some existing products, quote production at prices other shops can’t match, and bid on jobs that would be impractical or even impossible without this technology. That’s a good, strategic fit for shops that want to expand their capabilities, their services and their profit.







Related Content

8 Cool Parts From Formnext 2024: The Cool Parts Show #78
End-use parts found at Formnext this year address various aspects of additive's advance, notably AM winning on cost against established processes.
Read More
Video: For 3D Printed Aircraft Structure, Machining Aids Fatigue Strength
Machining is a valuable complement to directed energy deposition, says Big Metal Additive. Topology-optimized aircraft parts illustrate the improvement in part performance from machining as the part is being built.
Read More
3D Printed Lattice for Mars Sample Return Crash Landing: The Cool Parts Show Bonus
NASA Jet Propulsion Laboratory employs laser powder bed fusion additive manufacturing plus chemical etching to create strong, lightweight lattice structures optimized to protect rock samples from Mars during their violent arrival on earth.
Read More
Additive Manufacturing in Space: Failing Upward
Not all 3D printed parts destined for space need to adhere to the standards of human space flight. Yet all parts made for space programs require some type of qualification and certification. NASA and The Barnes Global Advisors explore Q&C for these parts.
Read MoreRead Next

3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More
Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More
Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More