
AMUG Presents the Pains, Potential and Power of AM
The exhibits and presentations at AMUG 2016 afforded insights into where additive is, and where it is going.


More than 1,000 additive manufacturing users attended AMUG 2016 throughout six days.

According to representatives from 3D Systems, Carbon, Concept Laser, ExOne, GE, SLM Solutions and Stratasys, the largest percentage of AM use still falls within prototyping, followed by tooling and then production. However, there is a shift to production with the lowest hanging fruit being tooling, primarily for composites, and cores and cavities.
Mark Barfoot of Hyphen explained how to make the business case for AM investment, including developing a business case report, knowing your audience, providing a brief yet compelling executive summary, stating the current situation, and establishing the proposed solution while offering alternatives and providing financial measures.
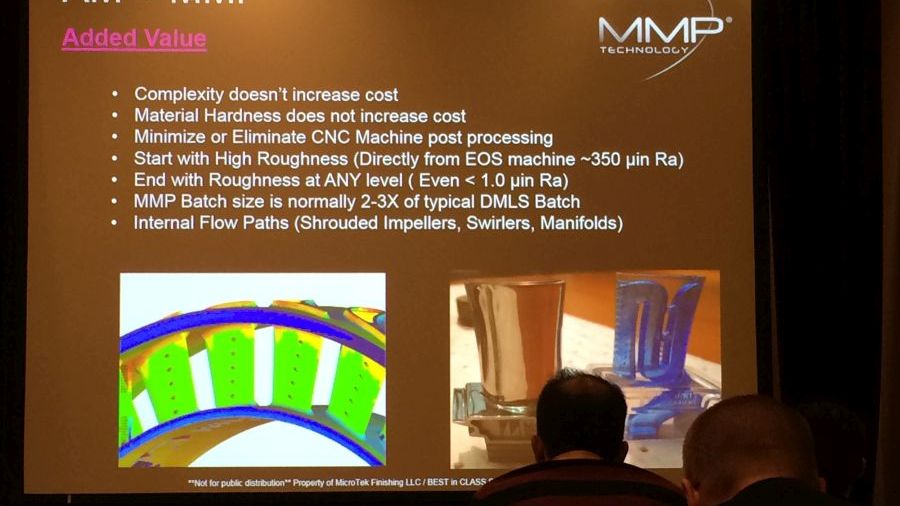
MicroTek Finishing held a session explaining how its deburring and super finishing process is well-suited for finishing parts produced by AM technologies, such as DMLS. This Micro Machining Process (MMP) is based upon selective filtration of wavelength ranges of roughness, allowing the production of very precise and selective surface states. It differs from traditional polishing processes because of the way it interacts with the surface being treated. The process maps the surface as a collection of frequencies of roughness, removing the highest frequencies first then removing the lower frequencies.
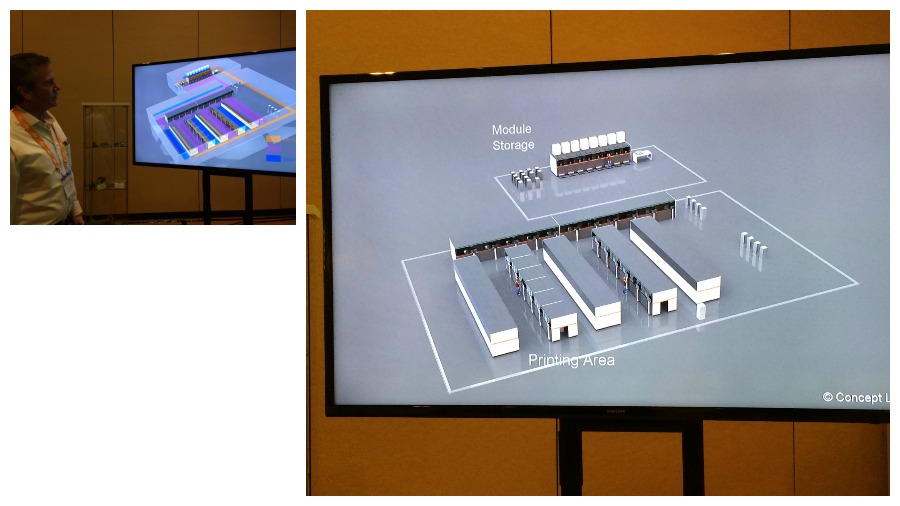
John Murray, president and CEO of Concept Laser, explained the new AM Factory of Tomorrow, a modular integration of machine technology into the manufacturing environment via AM modules. The basic idea is to decouple the handling unit and process unit, increasing options. For example, it is possible to combine a handling station with two process stations or use handling modules to form a central metal powder preparation station. The goal is to enable smart, robust production at an industrial level with a minimal footprint.
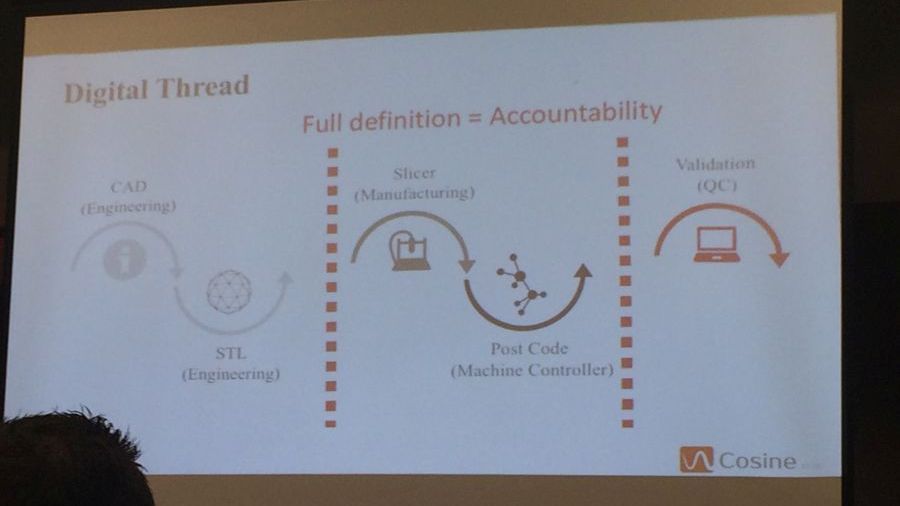
Quite the discussion broke out in sessions on the software gap in AM. Both Autodesk and Cosine opened the floor to hear the challenges users face when it comes to managing the digital thread of AM, including full traceability, file management, and trying to figure out who will force the necessary change when it comes to design and software. The proposed solution revolves around an open ecosystem that will allow for infinite possibilities with process parameters.

GE Power’s Additive Manager Steven Woods shared his team’s metal AM journey. They learned the hard way that purchasing the machines before establishing the infrastructure was not a wise first step. Determining the floor design based on the needs of the machines, construction based on principles of efficiency and a lean floor, and installing and calibrating the machines are essential steps to building the right AM infrastructure. Other important considerations include the necessary auxiliary equipment, such as powder handling, vacuum, build plate carts, tool boxes, powder sieving, material flow and material storage. Also, industrial equipment requirements such as chilled water loop, process gases, compressed air dryer/filtration, power conversion, backup power and safety systems. And, last but not least, hiring a dream team with diverse skill sets.

A candid discussion took place during a session on build failures in metal by 3rd Dimension Industrial 3D Printing, such as when layer time too short. For example, the lasering time on this set of parts was very short, leading to extremely short cycle times. The recoater was shifting the previous layer as it passed. To solve this, one suggestion was to program a “dummy” part with no laser power to increase cycle time. Part shifting was another challenge. A part did not have enough lateral stiffness to counteract forces from the recoater and shifted due to contact. This is often seen in constant cross-section parts where material build up occurs on the part edge. To combat this, it was recommended to tie multiple parts together via contact/noncontact support structures to increase lateral stiffness or revise the orientation.

The M2 cusing dual laser machine from Concept Laser takes a unique spin on machine design with its neon green light indicating the run of the job, versus a standard top-of-the-machine indicator light. The M2 physically separates the process chamber and handling area to make it user-friendly and safe to operate. The machine is robust and suitable for three-shift operation. In addition, the laser source and filter technology are integrated within the system, which results in a low space demand overall, according to the company.

A big push by Stratasys was its J750 3D printer, a multipurpose system that can produce production tools, manufacturing molds, teaching aids and other models, such as this automotive console. According to the company, by combining full color with multiple materials and a streamlined workflow, this system recalibrates the impact of 3D printing in the product development cycle.

3D Platform’s large-format AM workbench caught the eye of many attendees with its open design (and folding gantry), and open platform. Although the workbench is mainly used for prototyping and functional models, the company has made sales into the industrial space for shops wanting to produce manufacturing supports such as jigs, fixtures and replacement parts. This reinforced chair (with steel inserts) was on display, which visitors were encouraged to sit on to prove the advanced processes, capabilities and possibilities of 3D printing. The challenge was to 3D print a chair sturdy enough to use, using PLA with steel inserts to provide structural reinforcement. Space for inserts was modeled with the 3D design, allowing for placement of the steel during printing at each programmed pause.
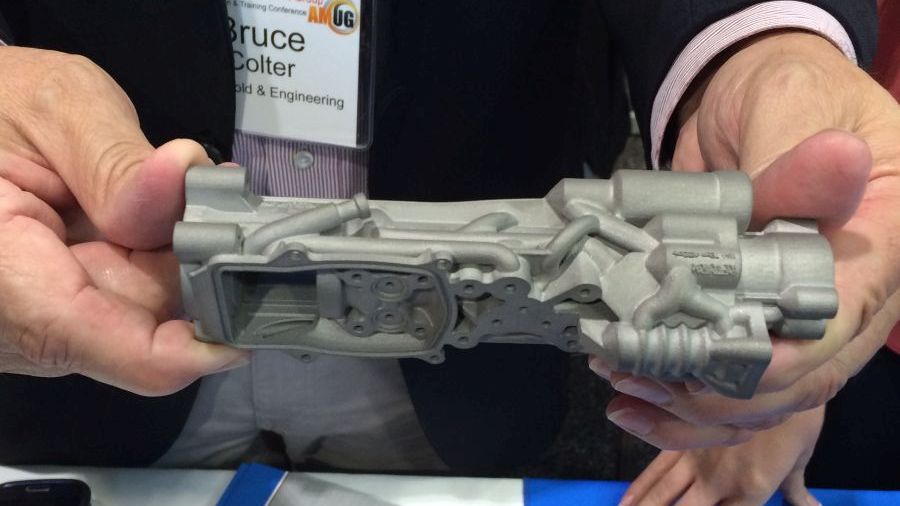
Linear AMS showcased its metal AM capabilities with this electronic actuator that was grown as one piece without plugs or any pressure drops due to curved channels. This particular actuator is on each leg of a Google robot, but they could be used in many applications, such as heavy equipment, aerospace and defense (for weight and size reduction), plus injection molding applications.

This 5-mm-thick beam of FPU flexible polyurethane from Carbon3D was used to show off this semi-rigid material with good impact, abrasion and fatigue resistance. This versatile material was designed for applications that require the toughness to withstand repetitive stresses such as hinging mechanisms and friction fits.

Mike Misener, director injection mold tooling and manufacturing and AM, and Rachel Burke, director of marketing for Baker 3D Solutions, were onsite to discuss how the company’s use of FDM and DMLS technology to 3D print automotive parts, aerospace parts and production tools can help increase factory floor efficiency.

Hoganas’ expertise lies in the additive manufacturing of small, complex metal parts, such as this common event showpiece. However, what makes this display part uncommon is its size. The largest part of the lot is 30.66 mm and the smallest is 4.17 mm. The company’s proprietary technology, Digital Metal, uses fine metal powder and high precision inkjet technology to provide consistent high resolution and surface quality. When it comes to industrial applications, non-critical metal parts can be hollowed out, making them much lighter, which helps to solve a main challenge of aircraft design.
John Baliotti of ExOne explains how the DREAM (Design and Re Engineering for Additive Manufacturing) Center in conjunction with the ATI Engineering Team created a unique solution leveraging the benefits of ExOne sand mold technologies. The team collaborated using advanced engineering solutions—3D modeling topology optimization and finite element analysis—to prove the validity of the reduced weight of the casting. The left shows the traditional sand mold casting at 4.25 pounds and the right shows the optimized sand mold casting using AM at 2.82 pounds.

2015 Advanced Concept Winner at the AMUG Technical competition. Eagle Engineered Solutions used its Direct Print Ceramic (DPC) core technology to create ceramic cores that form complex cooling channels within the turbine blade that are paired with 3D-printed investment casting patterns. The blades featured various AM technologies to create both the external and internal detail of investment cast turbine blades.

2015 Advanced Finishing Winner for the AMUG Technical competition. Realize Inc. is a rapid prototyping service provider specializing in stereolithography, 3D printing, RTV molding, cast urethane models and custom finishing. The team turned a stereolithography model into a beautiful, yet grotesque, “hunting trophy,” named Klarg, a fantasy orc figure. The head was brought to life with highlights, shadows and even a cataract in wounded eye.



As evidenced by many comments and conversations among the official 1,064 AM users at AMUG 2016 (the only people permitted to attend this unique annual meeting...with the exception of a few distinguished members of the trade press, including AM Magazine), the event was a success. So much so that the Group's treasurer's report is forecasting 35 percent growth for its 2017 event, tentatively planned for Orlando next April.
From updates on numerous metal and polymer AM technologies and perspectives on future trends to lively discussions about shared frustrations, challenges and common sense practices between users, I left this event with a renewed sense of excitement about the continued possibilities for AM in the industrial space.



Currently, the largest percentage of AM use still falls within prototyping, followed by tooling then production, according to representatives from 3D Systems, Carbon, Concept Laser, ExOne, GE, SLM Solutions and Stratasys during a morning panel discussion. However, the panelists noted that there is a shift to production with the lowest hanging fruit being tooling, primarily for composites, and cores and cavities. Tooling offers the best value proposition as it presents less risk than printing a part and having to start over due to a failure. Tooling is a market penetration strategy as it helps shops look at AM as an add-on to their capabilities, as opposed to a threat. Other low-hanging fruit includes conformal cooling, urethane casting (eliminate casting and just printing the urethane parts), replacement parts, and jigs and fixtures. The overall key is to find something in your own company that can benefit from AM.
Challenges to full AM adoption include a cultural resistance to change, establishing a compelling business case for AM investment, gaining C-level (top-down and ground up) support, creating an AM corporate strategy, engaging companies earlier, developing AM standards and incorporating design for AM (DFAM).
Many in attendance claim DFAM is the biggest hurdle to full AM adoption and are asking for design guides from system OEMs. However, many machine and software developers say the inherent variables, such as application, volume, part size and material, are a major limitation. There is not "one" solution. Despite this thinking, users are still looking for OEMs to take bold risks when it comes to materials, machines and software development.
Two main limitations to AM efficiency lie in materials and speed. When it comes to materials, some event participants believe that industry needs to have an open source platform, an “App Store” for resins that gives users access to all material parameters. Basically, creating a dynamic marketplace with materials suppliers, chemists, etc. that would drive the price down as use scales up.
One recurring theme throughout the event was data-centric printing and the use of in-situ monitoring to make data available immediately after a build, so it can be analyzed and used to improve processes, hence improving parts. Other general areas of interest included workflow, simulation, system architecture and factory integration.
Despite all the AM excitement and growth, this technology is not immune to the current and next generation workforce challenges. Companies investing in and implementing AM are discovering they need to train their own. Taking the best and brightest in their engineering departments and on their shop floors and allowing them to fail with the technology to achieve success and innovation. Innovation is all about getting out of your comfort zone. With that being said, however, academia, OEMs and groups like AMUG are working together to help improve AM education on several levels, so companies can build their own AM dream teams with a diverse set of skills, including 3D printing/prototyping, CAD/CAM, metallurgy, crystallography, CNC programming, mechanical design, lean manufacturing, machining, equipment repair, IT/programming, operations and welding.







Read Next

Crushable Lattices: The Lightweight Structures That Will Protect an Interplanetary Payload
NASA uses laser powder bed fusion plus chemical etching to create the lattice forms engineered to keep Mars rocks safe during a crash landing on Earth.
Read More
Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More
Bike Manufacturer Uses Additive Manufacturing to Create Lighter, More Complex, Customized Parts
Titanium bike frame manufacturer Hanglun Technology mixes precision casting with 3D printing to create bikes that offer increased speed and reduced turbulence during long-distance rides, offering a smoother, faster and more efficient cycling experience.
Read More