



Kurtis Webb has helped lead the transition to 3D printing for making internal manufacturing hardware at Pella. The company makes so much of this internal hardware that the adoption of 3D printing involved a mindset change. I talked to him about this. Part of our conversation is transcribed here and another part is in a related video.

Pella is known for windows and doors. Its products are frequently make-to-order, and new product features have brought complexities to manufacturing that have been difficult to address except with 3D-printed custom tooling.

The manufacturing process at Pella consists largely of custom machines and systems enabling employees to produce a varied array of products accurately and efficiently. Creating, maintaining and updating custom systems is an important part of the company's process.

This 3D-printed machine component captures fluid. It was designed for easy cleaning. Pella's Webb does a show-and-tell in which he discussed the component in this video. Parts such as this illustrate the need for a 3D printer with a generous build volume.
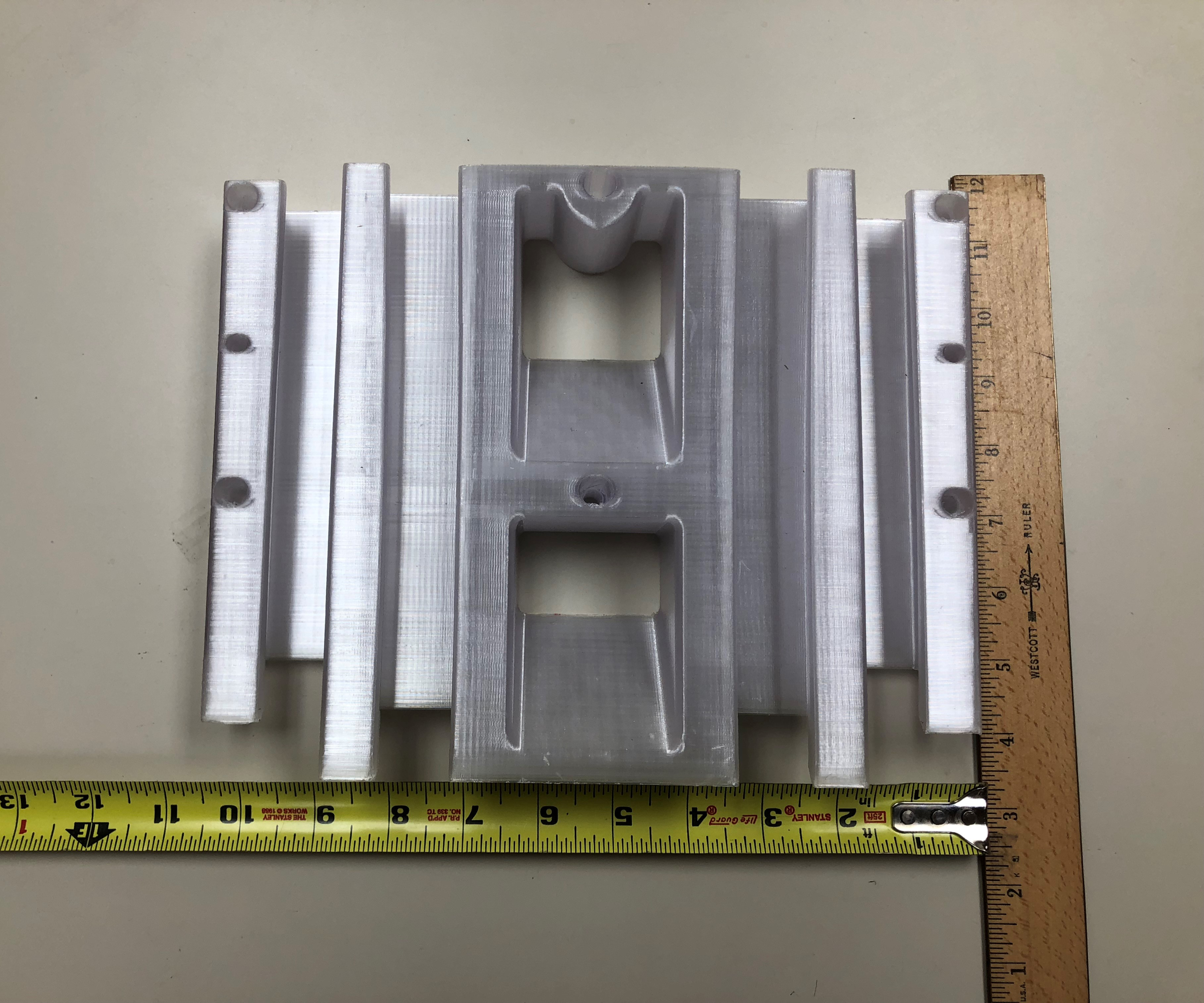
This transition guide helps employees with gracefully moving material. The tray helps a kit of related parts all move into the assembly step for the product. 3D printing made it easy to iterate to get this part just right. Webb talks about this component in the video as well.



The Pella Corporation, maker of windows and doors, develops its own manufacturing equipment—not just custom tooling but also custom machines for producing its make-to-order products. And today, naturally enough, many of those tools and many of the components of its custom machines are made through 3D printing. Senior Engineering Team Leader Kurtis Webb says there are now hundreds of pieces of 3D-printed hardware in use across nearly all of Pella’s plants.
But it didn’t always seem natural that 3D printing would win adoption to this extent, he says. He is part of a 3D printing team at Pella’s headquarters in Pella, Iowa, that serves those plants by providing tailormade hardware to meet their needs. The manufacturing teams staffing those plants include many employees accustomed to traditional methods of making in-house tooling and components. In order to realize the opportunities for 3D printing, those team members had to be reached and instructed in this alternative. I recently had a chance to speak with Webb about how this transition played out. Here is a portion of our exchange:



AM: How did Pella move from 3D printing for prototyping to using it for functional tooling and machine parts?
Webb: About five years ago, we started to make an intentional shift to understand where additive manufacturing might benefit us in jigs, fixtures, tooling, part checking and so on. We were seeing more and more complexity come at us. As a make-to-order manufacturer, and as high-end window and door company, our customers always want more features and that adds complexity to the manufacturing environment. We were seeing problems we were asked to solve within custom manufacturing systems that we couldn’t easily solve through the standard machining and assembly processes for making those systems.
AM: What are the machines and materials you use for 3D-printed tooling?
Webb: We have three 3D printers making functional parts, two of which are 3ntr printers from Plural Additive Manufacturing, while the other, our smallest, is a desktop-size printer from MarkForged. The material that’s really been highly useful for us—we’ve found it to be dimensionally stable and easy to print with—is Taulman3D’s Tech-G material. Coupled with the heated vent and the heated build volume of the 3ntr printers, this material has really enhanced our ability to build some parts that otherwise we weren’t able to build.
We started with the desktop printer, then bought a bigger printer with our next purchase. Build volume matters a lot. For the parts we wanted to build to solve the problems we were finding, we needed a decent-sized Z axis and at least one of the X or Y axes to be at least 20 inches. Even with this, we still run into issues where the build volume is too short. Fortunately, we’ve got some really creative and passionate engineers and designers who like to solve problems, so we’ve figured out how to dovetail pieces together to overcome those limitations.
The other thing a bigger print volume affords is longer runs. There are times when we take advantage of that print volume by loading the printer up with smaller parts so we can have a long two-, three- or four-day run that makes efficient use of unstaffed time for lights-out production.
AM: Why does using 3D printing allow you to develop better-performing tools and machine components than you could develop in the past?
Webb: Through printing, we can do iterations faster and at much lower cost than if we tried to build assemblies. Looking at a tool such as a transition guide for kitted parts (editor’s note: see photo), traditionally we would have machined pieces of this tool out of plastic or metal, then built it up, and it would have been a lot of machining and assembly work. By making the entire unit through 3D printing, we can get it out on the machine quickly and with little difficulty, try it out, figure out where we have issues, and the iterations can occur rapidly. We found we had not quite the right dimensions in one place, so we printed another one.
What was interesting is, as we were going through this kind of iteration early on, our machinists were often reluctant to say, “Hey, we need to reprint that,” because they were thinking in terms of how much time and effort would have been needed if the part had been machined. They thought, “Well, we can put it on one of the mills and just mill that dimension to fit.” We had to stress to them: No, let’s just reprint it! The ease of iteration really helped transition a lot of minds in how 3D printing can work.
AM: Can you expand on the change in outlook necessary to make use of this capability?
Webb: One of the big lessons learned is the value of helping people transition from what I call the “machinist mindset.” Many of our designers and many of our engineers have this. It’s the mindset that asks, “How do I start with a cube or a block of material and, as efficiently as possible, make what I need in the end?” Often I would get a request for something to be 3D printed and I’d look at it and say, “This is a nice part to machine. If you really want it 3D printed, tell me why, and then let’s solve the problem differently, because this design would require printing a lot more material than we need to.” You need to help people make that transition. You also need people willing to listen and learn, and I’m blessed to be around a lot of people like that. Without this transition, you’re just going to be printing stuff that should go to the CNCs.
AM: What did you do to help advance this transition and win acceptance for 3D printing?
Webb: There are some things I did early on. When you have someone request a part, don’t just print it and send it to them. If they’ve emailed the part design to you, call them up. Say, “Hey, what problem are you trying to solve? How are you going to use this part?” Help guide them to where that part you send them solves their problem, because they may have designed something that they thought was going to solve their problem, and if you just print it for them and it fails, their opinion of 3D printing will be, “Eh, it’s junk. It doesn’t work.” Help solve the problem collaboratively.
Also let them experience the quick response. I come into work fairly early a lot of days, and there are days when I’ll make sure a part gets up to an engineer’s desk before they come in. That helps make the case for 3D printing.
AM: Given the level of internal demand you’re now seeing for 3D-printed tools and parts, how do you manage 3D printer capacity?
Webb: Having good scheduling through our shop helps with that. We’re able to prioritize which jobs need to be done when. On top of this, we can combine like builds together to realize efficient cycles on the machine. Often we run a 12-, 24- or 36-hour 3D-printing cycle so the machine finishes a job when someone is there to perform the change-over and get the next job going. And then there are also the really long runs of two to four days. We’ll leave machines running all weekend long. We do all we can to minimize the amount of time the 3D printers are idle because they are now in so much demand that we need to make use of them. Another important consideration is having machines capable of being run that hard.
AM: What impact has this capability has had among the team members involved with Pella’s manufacturing?
Webb: We have a tremendous group of talented, passionate team members: machine builders, designers and engineers who are solving problems in our organization every day. And we’ve now given them not just another tool, but a whole other toolkit to pull from when they’re out there solving problems. So whether it’s an engineering support tech working with team members on an assembly line seeing what they’re struggling with or trying to solve a potential quality problem, or if it’s one of our machine designers designing a machine, it’s really been an enabler for them. I just see the positive impact it’s had on their passion for what they do. I can feel a spark when I see the request for work come in. I see an order for a component that could only be 3D printed, and then I know, “OK, someone has caught the bug.” It’s really been a big deal.







Related Content

Ice 3D Printing of Sacrificial Structures as Small as Blood Vessels
Using water for sacrificial tooling, Carnegie Mellon researchers have created a microscale method for 3D printing intricate structures small enough to create vasculature in artificial tissue. The biomedical research potentially has implications for other microscale and microfluidics applications.
Read More
Chuck Jaws Achieve 77% Weight Reduction Through 3D Printing
Alpha Precision Group (APG) has developed an innovative workholding design for faster spindle speeds through sinter-based additive manufacturing.
Read More
3D Printing Molds With Metal Paste: The Mantle Process Explained (Video)
Metal paste is the starting point for a process using 3D printing, CNC shaping and sintering to deliver precise H13 or P20 steel tooling for plastics injection molding. Peter Zelinski talks through the steps of the process in this video filmed with Mantle equipment.
Read More
Mantle: 3D Printed Molds Address Plastics Industry Lead Time and Skills Shortage
Company now shipping production systems. Steel mold tooling from its TrueShape process can be printed, shaped and sintered in days, and with fewer steps, compared to weeks of lead time for molds made conventionally.
Read MoreRead Next

Video: The Pella Corporation Is Succeeding With 3D-Printed Tooling
An engineering leader with the window and door maker shows examples of the tooling and machine parts now produced for the company's manufacturing processes using 3D printing.
Read More
Crushable Lattices: The Lightweight Structures That Will Protect an Interplanetary Payload
NASA uses laser powder bed fusion plus chemical etching to create the lattice forms engineered to keep Mars rocks safe during a crash landing on Earth.
Read More
3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More