


The completed cylinder head with the rocker box installed.
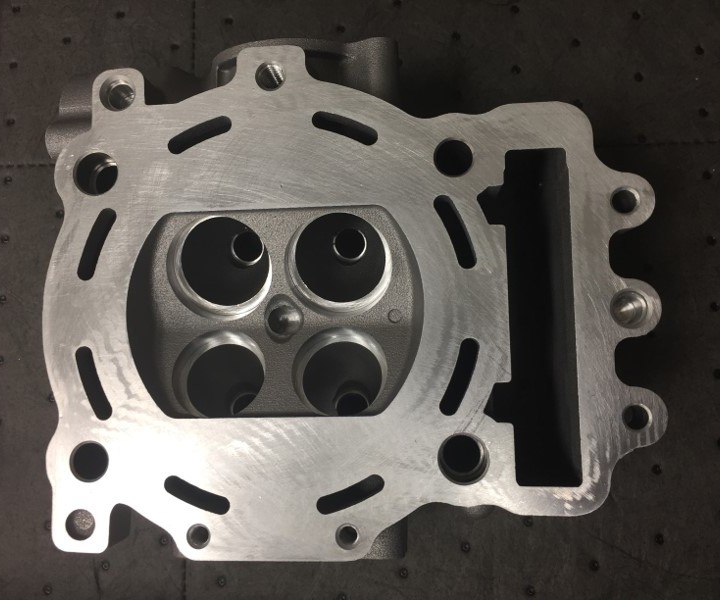
The deck face of the cylinder head before the valve seat and guide installation.
Images courtesy of Roush.
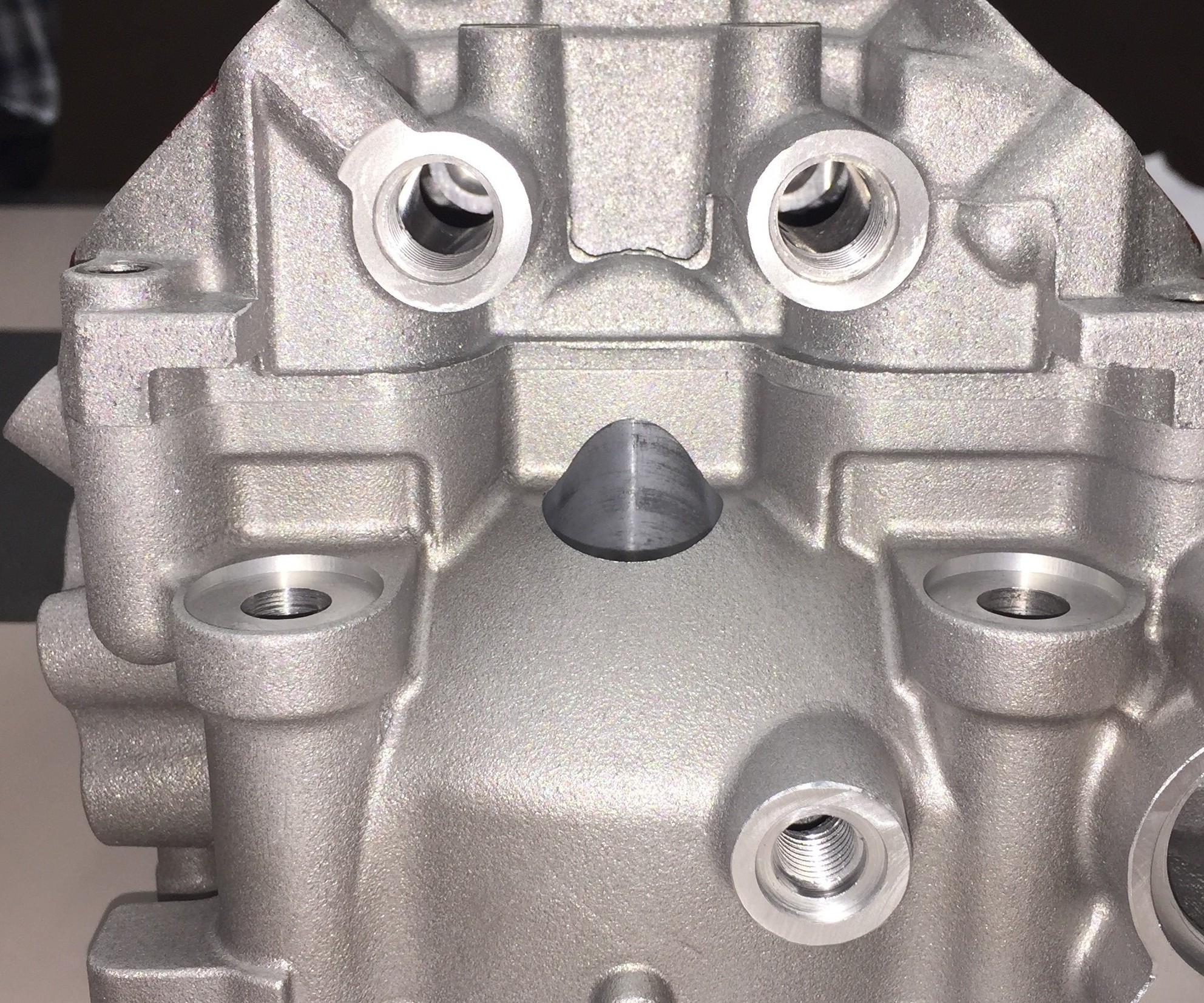
Th top of the cylinder head after machining and before seat and guide installation.

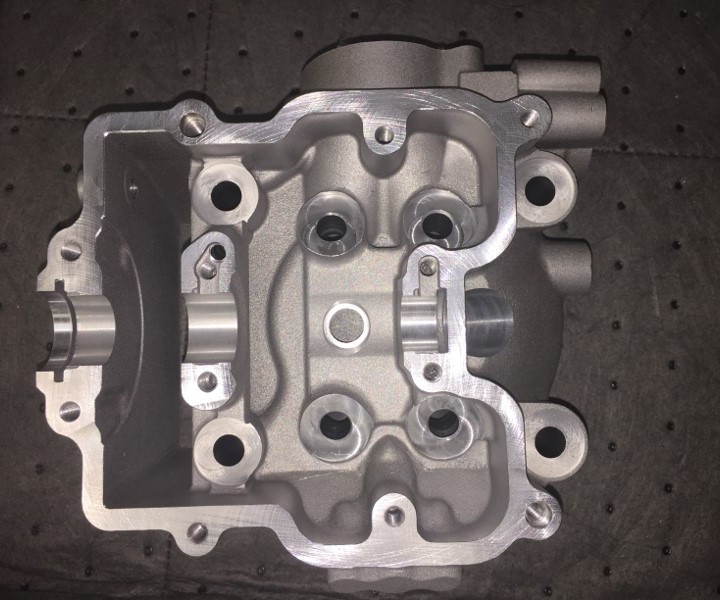
The intake port side of the cylinder head.
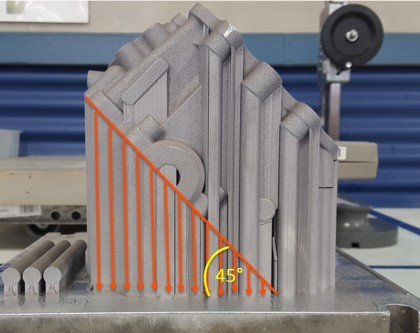
The cylinder head on the build plate with the support structure in place.
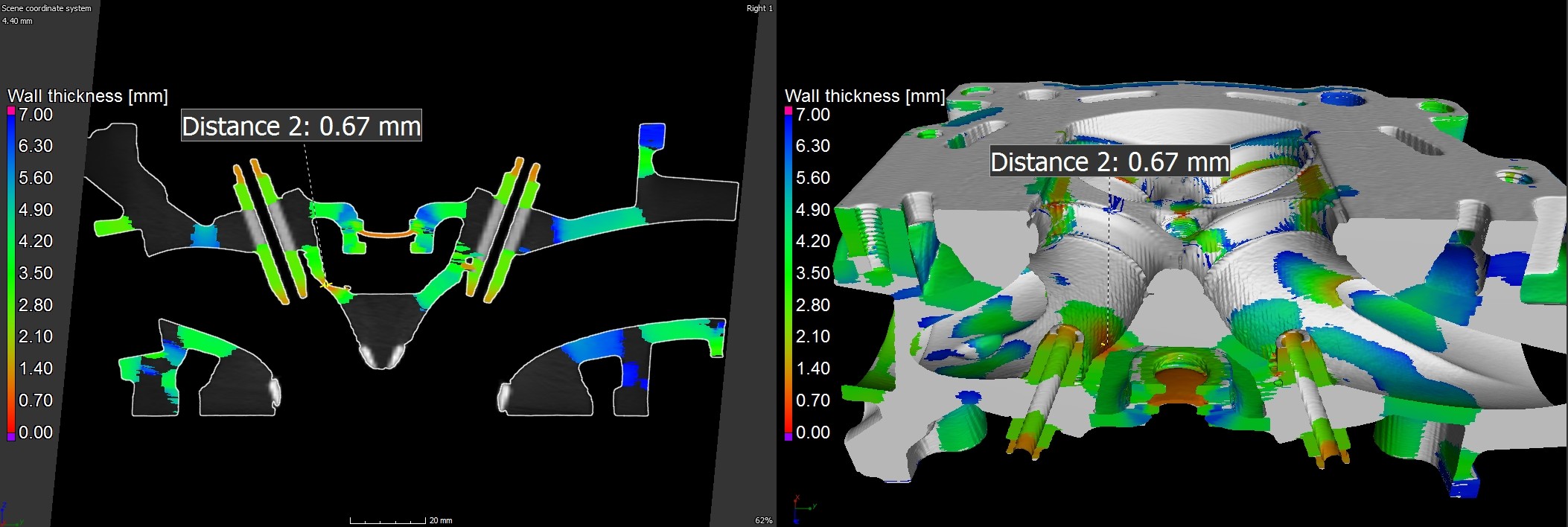
The thin wall section of the cooling jacket identified using CT scanning.

The welded port location to repair the thin wall section.

Here is the development engine with the AM cylinder head installed.

A borescope image of the thin wall section of the water jacket side.
Share
Read Next



Roush's Advanced Engineering Group recently finished an emissions improvement program for an off-road vehicle manufacturer, which left the team with a well-instrumented test engine set up in one of the dynamometer (dyno) test cells used for engine development. At the same time, Roush was in the process of commissioning one of its new metal additive manufacturing (AM) machines. It was right then that someone suggested they take a stab at growing and testing some critically-stressed parts. The group immediately glanced over at a cylinder head that was sitting on a nearby workbench.
"And that was the start of this project," says Matt Van Benschoten, Roush's vice president of advanced engineering. "We signed an agreement with our customer, who was equally interested in seeing what we could do. We had access to all of the CAD for this engine because we were working on emissions- and combustion-specific design changes at the time. Our customer’s blessing gave us a quick start to perform this study."



The team performed design assessment and modification followed by support structure and build orientation selection. Next, the team added machining stock to critical features of the cylinder head where specific surface finishes and tight tolerancing were required. The group grew the cylinder head on an EOS M 290 with EOS Aluminum AlSi10Mg material then ran it through the machine shop, basically treating it as a casting. The machine shop noted no noticeable difference when machining the additive part versus a traditional A356 or similar aluminum casting.
You need to understand the additive side to make a part successful.
Challenges
Of course, there were a few challenges. "After the head was fully machined, our standard pressure checks on the lubrication circuit and cooling jacket revealed a leak," Van Benschoten says. "Using a submersion tank, it was clear as to where the leak was coming from, just not why.” The team performed a series of CT scans of the head to identify the reason for the leak, and sure enough, they found that behind the leak location, in the cooling jacket, they had insufficient support structure.
The water jacket's unique geometries made this very challenging. The team learned how important it is to invest sufficient time upfront, slicing the part to ensure critical portions have sufficient support structures behind them.
Van Benschoten warns that in some cases this is still pretty labor-intensive. Although there are software tools that provide automatic support structure generation, you cannot rely on them completely, as they are still maturing. Frequently, the automatic support (or anchor) structure generation tools can apply too much support structure or support structure architectures of very high density, which are extremely difficult to remove. Roush has developed unique support structure architectures, including noncontact supports, to reduce or eliminate postprocessing requirements. Noncontact support structures can significantly reduce distortion, particularly with overhang features, while minimizing postprocessing.
The team was able to simply go back and hand weld the leaking portion, clean up the weld and perform a final pressure check to qualify the part for testing, cleaning and final assembly. Next, they installed the cylinder head on the development engine in the dyno test cell for a brief break-in followed by a performance evaluation at select operating conditions, including peak torque and power. Temperatures and pressures were monitored during testing to ensure the AM cylinder head was operating within typical limits and similarly to the cast cylinder head. In addition to the printed cylinder head performing comparable to the original cast head, it also withstood a 50-hour durability test. "We ran it at peak power for 50 hours then got bored, so we shut it off," Van Benschoten says. "It performed the same as the high-volume production casting."
With the performance assessment and durability test complete, the team removed the cylinder head from the engine and disassembled it for post cycle inspection and measurement. As they built the cylinder head, they checked critical valvetrain dimensions, such as valve stem to guide clearances, lash and valve seat heights. “Post cycle inspection and measurements identified nothing out of the ordinary, so from Roush’s perspective this printed cylinder head investigation was a success,” Van Benschoten says.
"You could spend a lot of time working on an element of a part that ends up not mattering when you ignore the aspects that do matter. The cylinder head is a good example of this.“
Lessons Learned
Many of Roush's customers face increasingly stringent tailpipe emissions and fuel economy regulations. The regulatory agencies are forcing continued development in cleaner and more efficient combustion through improvements to fuel and air preparation technologies as well as their interaction with the combustion chamber and piston geometries.
"Traditionally, we would have to wait months for a prototype cylinder head that has very subtle geometry changes in the combustion chamber. We can now grow one in 3-4 days," Van Benschoten says. "Which for us is very key. Although we are not going to go make 5,000 of these, we can grow three or four different combustion chambers quickly and test them."
This cylinder head project proved to Van Benschoten that Roush could use AM for critically stressed and thermally loaded engine components to help its customers develop new technologies or technical solutions much quicker than ever before possible.
Roush also learned the value of its long history of subtractive capabilities when it comes to postprocessing 3D-printed parts. “This seldom-considered aspect of AM comes naturally to Roush, which proves advantageous when working with customers,” says Brandy Badami, Roush's business development manager, additive manufacturing. Badami believes that anyone can take that cylinder head and grow it, but not everyone understands how to prepare the part properly for all the required postprocessing.
"If you don't understand what those geometries are, you won't meet the surface finish or tolerance requirements for each feature," Badami says. Having that expertise and knowledge allows Rough to think a little bit more about how to set up that build orientation and post-process the part. There are a lot of service bureaus that have a few CNC machines, and these shops are accustomed to machining away support structures or machining flat mounting surfaces, but when it comes to high precision, Roush knows subtractive machining inside and out.
According to both Van Benschoten and Badami, Roush's value-add is in everything from design consultation to final assembly and part delivery. For example, the company has the ability to optimize a part to reduce mass, apply lattice structures, manipulate features to reduce or eliminate support structure, predict thermal deformation, perform traditional FEA and CFD analysis, set up a layout for the selected build chamber, and nest multiple components, all while considering build efficiency, postprocessing strategy and inspection requirements. "We can take every project across the (postprocessing) finish line," Badami says.
Not only that, Roush has the domain expertise to understand the application at hand fully. For example, the cylinder head. But its expertise does not stop there. Roush also does a fair amount of work outside the automotive industry, including in the heavy truck, space, aerospace, defense and entertainment industries. Expertise comes with that diversity of work, so when a customer comes in with a particularly challenging part, Roush understands the application, the importance of the part and its critical features.
"You could spend a lot of time working on an element of a part that ends up not mattering when you ignore the aspects that do matter. The cylinder head is a good example of this. Where to leave extra machine stock is not so obvious. You have to machine a few thousand cylinder heads before you make enough mistakes to understand the material, process and tolerancing requirements to make the best decisions," Van Benschoten says. The same can be said for a high-efficiency heat exchanger. You need to understand the additive side to make a part successful.
"We are training people to think differently, nontraditionally. We don’t want them restricted by traditional methods of manufacturing.”
Roush calls it "leveraging the core," which means they lean on the company's core capabilities, whether a team is designing and analyzing a mounting system for a space propulsion application or a heat exchanger for a motorsports application.
"We are training people to think differently, nontraditionally. We don’t want them restricted by traditional methods of manufacturing," Badami says. Roush's additive group consists of about 15 to 20 people who interact with all aspects of the business. "Only a few are dedicated to AM, but everyone is certainly thinking about additive with everything they do," Badami says.
The printed cylinder head is a great example of this, Badami says. It was sitting out in the machine shop, when someone saw it and circulated it around the company until it made its way to the upper floors of the C suite where it was met with, "Wow, we can do this?" That cylinder head immediately got people thinking about other things the company could do with AM.
It also points to Roush's next few AM ventures: multiple part consolidation, taking a 15-piece assembly and growing it as two parts. Also, growing a full engine block with many integrated components, and perhaps most exciting will be heat exchangers and other propulsion system components for space applications.






Related Content

Do Distributors Dream of Digital Inventory? Würth Additive Group Does
It’s more than a dream for Würth Additive Group and its parent company, in fact. Along with supplying additive equipment, the group is now developing solutions for sourcing 3D printed parts in a reliable, elastic digital inventory model.
Read More
IndyCar's 3D Printed Top Frame Increases Driver Safety
The IndyCar titanium top frame is a safety device standard to all the series' cars. The 3D printed titanium component holds the aeroscreen and protects drivers on the track.
Read More
What Does Additive Manufacturing Readiness Look Like?
The promise of distributed manufacturing is alluring, but to get there AM first needs to master scale production. GKN Additive’s Michigan facility illustrates what the journey might look like.
Read More
What Holds AM Back in Automotive Production? GM Additive Lead Describes Advances Needed
“If AM were cheaper, we would be doing more of it,” says GM’s Paul Wolcott. Various important factors relate to cost. However, the driving factor affecting cost is speed.
Read MoreRead Next

Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More
Alquist 3D Looks Toward a Carbon-Sequestering Future with 3D Printed Infrastructure
The Colorado startup aims to reduce the carbon footprint of new buildings, homes and city infrastructure with robotic 3D printing and a specialized geopolymer material.
Read More
Bike Manufacturer Uses Additive Manufacturing to Create Lighter, More Complex, Customized Parts
Titanium bike frame manufacturer Hanglun Technology mixes precision casting with 3D printing to create bikes that offer increased speed and reduced turbulence during long-distance rides, offering a smoother, faster and more efficient cycling experience.
Read More