






Michael Cao is the CEO of IC3D, a Columbus, Ohio-based company that provides 3D printing materials, machines and services. Having all of these elements of 3D printing within one company is allowing IC3D to take on projects that expand that application of 3D printed injection mold tooling.
Tooling has long been considered an ideal use for fused filament fabrication (FFF), especially for applications like jigs and fixtures. However, there are some categories of tooling where FFF has limited applications, including injection molding. According to Michael Cao, one of the biggest barriers to this is materials. This issue isn’t unique to FFF or tooling, but it has been particularly difficult to find the right combination of material properties that will allow users to print large, stable, partially solid parts that don’t require excessive postprocessing and can withstand the temperatures and pressures of the injection molding process without degrading.
Cao understands the issues with material development well. He’s the CEO of IC3D, a Columbus, Ohio-based company that produces 3D printing filament. He has a deep understanding of other aspects of 3D printing, too — in addition to filament production, the company also provides 3D printing services and builds its own FFF 3D printers for internal use and commercial customers. Having all of these facets of 3D printing under one roof has enabled IC3D to take on a project to create a type of 3D printed injection mold with the hope that the experience and data gathered from this project will be a step on the path to widespread use of 3D printed injection mold tooling.



From Machines to Materials
Cao was first exposed to 3D printing when he started working as a design engineer at Honda R&D in 2003. Part of his job was designing plastic injection molded parts for automotive interiors, and the company had just gotten its first 3D printers to use for prototyping. “The gentleman who was running the lab had a lot of time because no one knew he really existed, and I had a lot of time because I was a new guy, so that was a good match,” he says. “He took a lot of time to explain the ins and outs of the machines and materials to me. And I became sort of the evangelist, the sales guy on the design floor to the engineers.”
In the early 2010s, he founded IC3D when he started building desktop 3D

IC3D started off producing desktop 3D printers, but eventually pivoted to filament production. Some of the filament is used by the company’s service bureau, but much of it is shipped out to customers.
printers in his basement on nights and weekends and selling them on eBay. After a few years, there was a surge of desktop 3D printers hitting the market, and as a side business, it was difficult for Cao to keep up. But he saw a gap in the market for a US-based company making filament specifically for 3D printing, so he pivoted the company to filament production. He bought an extruder and started producing filament at a non-profit factory.
At this point, Cao was in what he describes as “parallel dream jobs.” In addition to running IC3D, he was in charge of developing the interior of the Acura NSX halo car. Holding these two positions simultaneously enabled him to see all of the potential applications for 3D printed tooling, but he also understood why it wasn’t being widely used. “I just wished so badly that some of the stuff in the AM world was more mature, was more developed, was more quantified, was more characterized,” Cao says. A large manufacturer like Honda needs a lot of data before it can adopt a new technology on such a large scale, and 3D printing hadn’t reached that point. “Even if you could QC the final parts off of the 3D printed tooling, it wasn't good enough because there were a lot of inspection requirements and longevity requirements,” he notes.

Kimberly Gibson, IC3D’s CMO, shows off some of the company’s filament. It offers a range of materials, including PC-PBT, ABS, PLA, TPU, nylon, and recycled and virgin PETG.
In 2015 Cao brought two partners on board at IC3D, including Kimberly Gibson. Gibson had previously spent 20 years working at various levels of government, mostly in positions related to transportation and land use. After the 2008 recession, she realized the importance of manufacturing to the American economy, and left government service to work for EWI, a nonprofit organization that develops, tests and implements advanced manufacturing technologies. While there, she worked on the teams that wrote the proposals for the LIFT manufacturing institute in Detroit and America Makes, which introduced her to 3D printing.
By 2016, Cao had wrapped up his project on the Acura NSX and was ready to join IC3D full-time. It was also around this time that the company launched a service bureau. At this point, the company faced a dilemma of which type of printers it wanted to use. According to Cao, all of the options were too far on either side of the price spectrum to be an economical solution, given the physical size of the prototyping and tooling work it would be producing. On one end, hobbyist desktop printers required too much tinkering. “Your overhead just gets crushed,” he says. But on the other, a really expensive 3D printer wasn’t justified either. Because of Cao’s previous experience building 3D printers, the company decided that building its own machines in-house was the best option.
Within a few years, IC3D noticed that some of its service bureau customers

About a third of IC3D’s service bureau work is making tooling, such as jigs, fixtures, guides and molds. Most of the 3D printed mold tooling is for applications that use lower temperatures and pressures, such as this vacuum forming mold.
were ready to take on 3D printing themselves. “We started to see customers buying other equipment but still wanting to use our materials and still wanting our expertise and our advice,” Gibson says. “We thought we should probably put an offering out there too, because we make the materials, we do design, we do engineering consultation, the last thing is the printer.” IC3D debuted its commercial 3D printer, the Virago 700, at AMUG 2020.
It is a medium-area additive manufacturing system with independent dual extruders that’s designed to be fast and reliable, according to Gibson.
Low-Hanging Fruit
Cao says that the service bureau’s work is equally split between prototyping, end-use parts and tooling. Much of this tooling work is producing jigs and fixtures for Tier I automotive suppliers, such as fixtures used for impact testing of car door liners and guides for applying adhesive to windshields. The company has also produced some 3D printed molds, mostly for process such as vacuum forming and some compression molding. Cao refers to these types of molds as “low-hanging fruit” for 3D printing because they don’t require the higher temperatures and pressures of injection molding. But a recent project for the US Army bridges the gap between the two — it’s a type of injection molding, but it uses lower temperatures and pressures than traditional injection molding.
The project is for a branch of the Army called DEVCOM C5ISR, which brings together industry, academia, the foreign sector and other government agencies to develop and integrate command, control, communications, computers, combat systems, intelligence, surveillance, and reconnaissance (C5ISR) technologies.

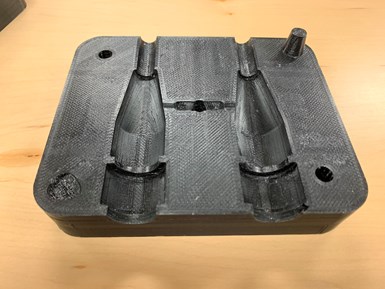
IC3D is working on a project with the Army to 3D print injection molds that are used to apply polyurethane potting compound around electrical cables. The goal is to find a way to use a desktop printer to make a mold that will last 200 shots.
One of the Army’s struggles with servicing and maintaining equipment involves a seemingly straightforward need: repairing electrical cables. As cables for all types of equipment get damaged (much like phone charging cords), they are sent to an Army depot in Tobyhanna, Pennsylvania (TYAD) for repair. Once they’re fixed, they must be sealed with a polyurethane potting compound for environmental protection. This potting compound is applied via a mold — the end of the cable goes into the mold, and the compound is injected around it.
Each type of cable needs its own mold, whether it’s being used to repair one cable or 1,000. Typically, the molds are machined from aluminum at TYAD, but the machine shop is often backed up. Cao says a small mold can take 4 to 8 weeks to machine, and will cost government rates. And while these molds are waiting to be machined, there’s often a piece of equipment that can’t be used. “The number one thing DoD folks care about is readiness,” Cao says. “They want things out on the front lines and to the warfighters as quickly as possible.”
3D printing seemed like a faster option to produce these molds for smaller, lower-run applications. The Army began experimenting with 3D printing these tools, but the resulting molds were warped, cracked, or so distorted that the final cables had flashing that required post-processing.
IC3D got involved when C5ISR and the US Army Communication-Electronics Research Development & Engineering Center (CERDEC), now called Combat Capabilities Development Command (CCDC), issued a Small Business Innovation Research (SBIR) solicitation. The SBIR announcement sought to partner with a small business to demonstrate 3D printing of a high-temperature polymer on a minimally modified FFF desktop 3D printer to produce a 3D printed mold that could last for 200 shots without degrading.
The IC3D team submitted a successful proposal for Phase 1 and the project began. Cao says it was relatively easy to find a material that could withstand the temperature and pressure requirements of the molding process. The bigger challenge, he notes, was that the Army wanted to be able to print the molds on its existing desktop 3D printing infrastructure. These machines have the benefit of being more accessible and easier to deploy than more advanced systems, but they typically can’t handle high-performance materials, and it can be difficult to print solid parts. Based on previous tests, the Army had already determined that a desktop printer wouldn’t be able to meet its needs as-is, and allowed minimal modifications to the machines. Cao says the final product will include a kit with upgrades to the enclosure, extruder and bed surface.
Even with the ability to modify the desktop printer, this requirement presented some additional difficulties in material selection. Not only did IC3D need to consider temperature and pressure requirements, shrinkage, reinforcement options, loading, and how the material would interact with the potting compound and mold release, it needed to find something that could also be printed into a nearly solid block on a desktop printer. “To do that out of any material is not trivial,” Cao says.
IC3D eventually determined that copolyester with carbon fiber reinforcement
In order to find the right material for the molds, IC3D had to consider temperature and pressure requirements, shrinkage, reinforcement options, loading, how the material would interact with the potting compound and mold release, and whether it could also be printed into a nearly solid block on a desktop printer. The company found that copolyester with strategically placed carbon fiber reinforcement met these requirements.
for added strength would meet the project’s requirements. But adding carbon fiber reinforcement to small mold tooling isn’t as straightforward as it is in other applications, such as the kinds of carbon-fiber-reinforced tools 3D printed via large-format additive manufacturing systems. Cao explains that the fibers can stick out of the surface of the part, leaving it rough, coarse or fuzzy. And because the goal was to 3D print a mold that doesn’t require postprocessing, it had to find a way to add enough reinforcement to be able to print a solid base that could handle the temperature and pressure specifications without affecting the surface finish. By strategically placing the fibers in the base of the mold, where they wouldn’t reach the surface, Cao and his team were able to add the reinforcement needed to meet all of the requirements.
At the end of Phase 1 of the SBIR, which is meant to study feasibility, IC3D was able to produce a 3D printed mold that lasted for at least five shots without degrading. Cao notes that this is a big improvement over previous tests. The team was confident that the mold could have lasted for at least a couple dozen shots, and that was before the carbon fiber had been added. With the extra reinforcement, they feel they will be able to print larger molds that last even longer. The company is now in Phase 2 of the project, which looks at the economics of the solution.
While this project is proving that 3D printed injection molds can work in limited applications at small scales, Cao thinks they’ll eventually be suited for a wider range of parts. However, more research is needed into how to print larger, more solid mold tooling. And while some materials, such as Ultem, PEEK and PEKK, can handle the higher temperatures and pressures of the injection molding process, the economics often still don’t justify 3D printing, even compared to the cost of machined injection mold tooling. “You have a lot of margin to work with,” he notes, “but a lot of those materials that are in the high-temperature, high-performance range are quite expensive, especially in AM form.” Until these material prices come down to the point where large 3D printed mold tools are more feasible — a development Cao expects — IC3D is studying 3D printed tooling on a smaller scale so that it’s ready when larger scales become possible. “I think 3D printing is on the journey there,” he says. “But there’s still a lot of work to do.”






Related Content

Make Every Shot Count: Mold Simulation Maximizes Functional Parts From Printed Tooling
If a printed tool only has a finite number of shots in it, why waste any of them on process development?
Read More
In "Hybrid" FIM Process, 3D Printing Complements Injection Molding
In a recent case study, Alpine Advanced Materials partnered with Nexa3D to produce 3D printed tooling for injection molded composites. Utilizing Nexa3D’s XiP desktop 3D printer and its Freeform Injection Molding process, Alpine was able to reduce prototype tooling production time and cost alike for its customers.
Read More
The Connector Conundrum: 3D Printed Mold Tooling’s Role in Innovation
ReelView Fishing faced an electronics obstacle in the development of its new technology for underwater video. Additive manufacturing for moldmaking allowed for the speed necessary to iterate to a solution. How inventors and invention will benefit from new ways of obtaining production-ready tooling.
Read More
Lightning Round — Recent Popular AM Topics: AM Radio #44
Sporting goods, tooling, multiple materials — in this episode of AM Radio, Jodee McElfresh and Peter Zelinski discuss the topics that have been popular on the Additive Manufacturing Media website and social media recently.
Read MoreRead Next

How Flowable Metal Paste Could Deliver on 3D Printing's Promise for Mold Tooling
A new 3D printing process that shapes extruded metal paste before sintering can produce fine detail and surface finish suitable for injection mold cores and cavities with limited or no additional postprocessing.
Read More
The Link Between 3D Printing, Surface Finish and Mold Tools
Surface finish for 3D printed mold tooling has a direct effect on the pull-out force needed to remove the final part. Why molders should consider tool roughness along with geometry and materials.
Read More
10 Examples of 3D Printed Tooling
Additive manufacturing can aid conventional manufacturing through the production of tooling. This article showcases 10 clever uses of 3D printed tooling.
Read More