
Installing a Metal 3D Printer, Part 2: Facilities
What facility adaptations are necessary when installing a metal 3D printer? PADT documents the steps it took to support a Concept Laser Mlab Cusing R in this second post in a five-part series.

Fig. 1a. Note the L-N-PE connections and the plugs used on the different equipment.

Fig. 1b. Dedicated transformer in use for PADT’s metal 3D printer.
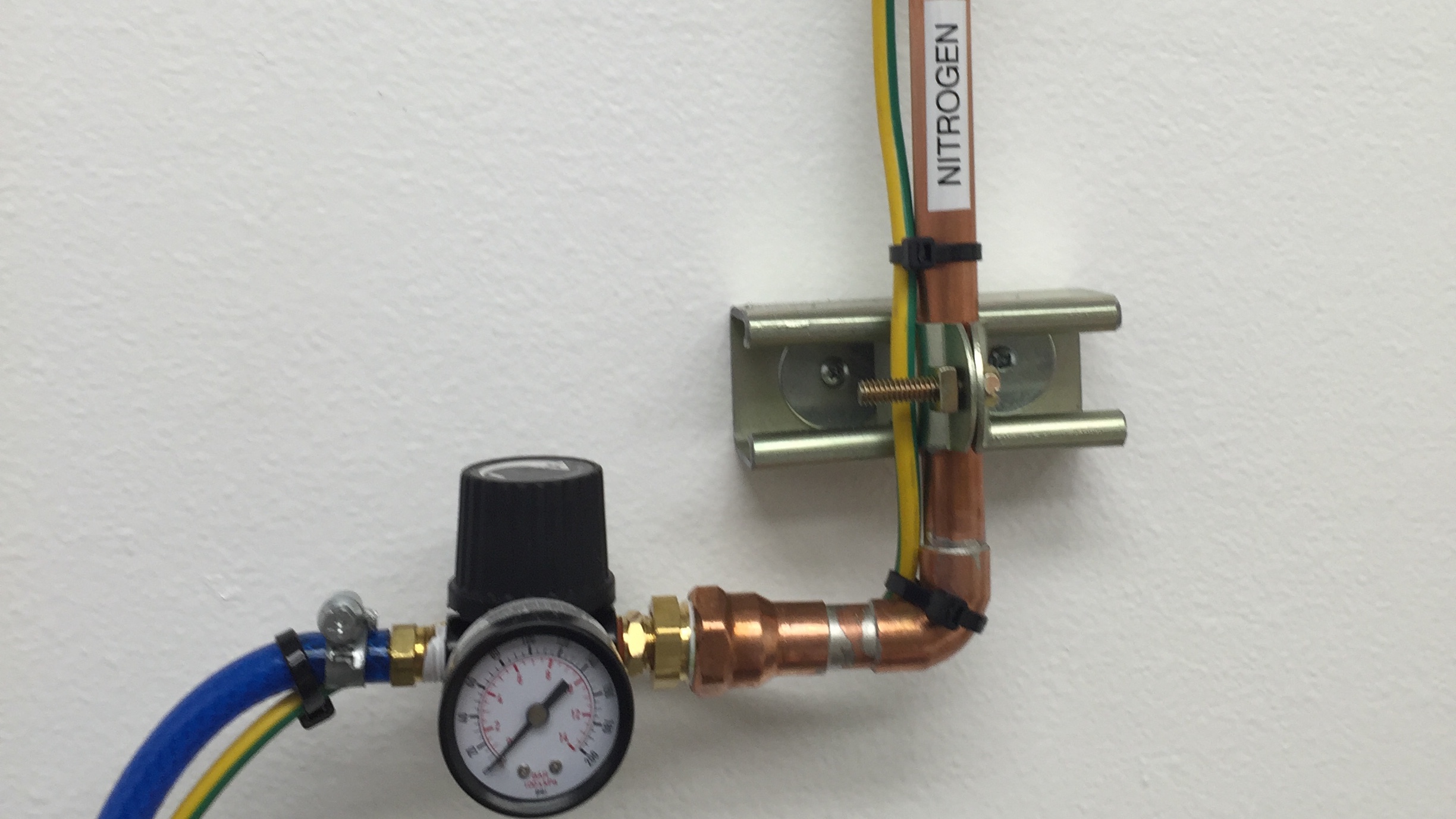
Fig. 2. Nitrogen line running to PADT’s MLab.

Fig. 3. Water column in a wet separator—this has to be cleaned out and replenished frequently.

Fig. 4. Use a combination door lock to restrict access, window to provide visibility.



This is part two of a five-part post on the lessons we learned while installing our first metal 3D printer, a Concept Laser MLab Cusing R. Read the first post if you haven’t already, which lists all the different equipment (in addition to the 3D printer itself) one needs to run this process.
A reminder at the outset: these posts are meant to be informative only, and to give you a sense of what questions you need to ask and get answers to. Specific requirements will vary by equipment and your site-specific needs.



Electrical
Most metal 3D printers, including the Concept Laser machines, are manufactured in Europe and have electrical requirements that differ from how most American machine shops are set up (which is the scope of this section). If you have installed 230-V European equipment before and know what L-N and PE stand for—and how they differ between European and American systems—you can skip this section. If not, read on.
There are two key items here one needs to be aware of: first, of course, is the fact that these pieces of equipment typically run on single-phase 230-V (three-phase 400-V for the very large machines like Concept Laser’s XLine 2000R) as opposed to the standard 110 V. Secondly—and this is easier to miss—European electrical connections have one “hot” line (L) for a single-phase, one Neutral line (N) and one Protected Earth (PE). This is different from the U.S. standard in which you have two “hot” lines and one ground. The reason for these differences and how to address them electrically is beyond the scope of this post (or my understanding), but the main point is to have an electrician familiar with European codes review this early on. A dedicated custom transformer for all your European 230-V equipment is one solution, and the one we employed here at PADT, as shown in Figure 1.
Inert Gas
Laser melting of powder metals needs to be conducted in an inert atmosphere. Most suppliers recommend using argon for aluminum and titanium alloys, but say that nitrogen is fine for the non-reactive alloys such as steel, Inconel and cobalt-chrome alloys. At PADT, we leveraged our existing nitrogen generator and added an additional line running to our metal 3D printer (Figure 2). Before doing this, you need to add up all the consumption rates for the machines (at their peaks) to make sure you don’t exceed the generator’s capabilities. It is a good idea to demarcate space for argon cylinders should you need them at a later stage.
ESD Mats or Floors (for Reactive Metals)
A key safety requirement for operating metal 3D printers is avoiding charge dissipation into metal powder. This can be achieved through a range of strategies like ESD (electro static discharge) armbands, grounding wires, etc. If you plan on running reactive metals and especially if you expect to have many operators, an ESD coated floor with ESD shoes or boot straps, along with an ESD meter (like the one Honeywell installed at their facility) is a good strategy. From personal experience with ESD boot straps, I know these can be fickle in passing an ESD meter test. Connecting the ESD meter to the entryway door so entry is only provided after passing the test is one way to ensure only those with functioning straps enter the workspace. For those without this strategy, grounded ESD mats and ESD armbands connected to the machine are also alternative strategies which I will discuss in more detail in the next post. From a facilities standpoint, if you do want to enable ESD coated floors, boot straps and ESD meters, you need to plan this early, which is why I have included it here.
Water Access
Access to running water is essential for cleaning the wet separator (vacuum) that is used for sucking up fugitive powder. Ideally, the water source is near your liquid waste storage so you can clean out the wet separator and pour the powder-contaminated water into storage. Alternatively, you can also use a garden sprayer for smaller machines, like we do at PADT. Fill up the sprayer with water and use it to rinse out the wet separator right on top of the waste storage bin.
Another reason you need access to water is to passivate the filter. While not all OEMs recommend water passivation, Concept Laser does and we find it to be very user friendly, as I demonstrate in the video below. (I discuss filter passivation with water at 2:58.)
Awareness
It is important to restrict access to your metal AM laboratory through badge scanning or key pad entry to those who are trained on using the machine, and your building facilities team. It also helps to provide as much visibility as possible through glass windows so that users can study what activity is in progress before entering.
Structure & Ventilation
Here I move into the subjective (gray area) domain. I request anyone who has more specific information on these matters to kindly share them with me. I have heard anecdotally that some cities or municipalities require the supplier to install blast walls and other explosion-resistant infrastructure, while others do not require such infrastructure. I am not well informed in this space, and can only emphasize the need to have these discussions out in the open during the early stage of planning your facility, and ask your city’s building safety person if the walls you have planned (or already have installed) are adequate or not. This likely will be a function of the amount and reactivity of the powder you are handling, proximity to vulnerable areas, human occupancy and other concerns. With regard to ventilation, the more open the space, the better, as these machines can heat up a small, closed room. At the same time, the space needs to be sealed off from the elements, including wind. This too is a subjective matter, so discussions with city representatives are the best way to go.
About the Author

Dhruv Bhate
Dhruv Bhate is a senior technologist at Phoenix Analysis & Design Technologies (PADT) where he leads R&D efforts in additive manufacturing, with a focus on high-performance polymers and metals. Prior to joining PADT, Dhruv spent seven years at Intel developing several laser-based manufacturing processes, taking them from early-stage research to high-volume manufacturing. He also spent a year in the automotive industry, working for India’s largest car manufacturer, Tata Motors.
Dhruv has a Ph.D. in mechanical engineering from Purdue University where he developed constitutive and failure models for the prediction of fatigue fracture in ductile metal alloys. Prior to this, he obtained his M.S. from the University of Colorado at Boulder where he studied the phenomenon of adhesion in Micro-Electro-Mechanical Systems (MEMS) structures.
Dhruv’s passion lies in combining theory, experimental methods and simulation to solve challenging problems in new and effective ways. He has two patents, 16 peer-reviewed publications and more than 30 conference presentations to his name.



Related Content

Implicit Modeling for Additive Manufacturing
Some software tools now use this modeling strategy as opposed to explicit methods of representing geometry. Here’s how it works, and why it matters for additive manufacturing.
Read More
3D Printing with Plastic Pellets – What You Need to Know
A few 3D printers today are capable of working directly with resin pellets for feedstock. That brings extreme flexibility in material options, but also requires greater knowledge of how to best process any given resin. Here’s how FGF machine maker JuggerBot 3D addresses both the printing technology and the process know-how.
Read MoreThe New Misperceptions Of AM: AM Radio #35
Tim Simpson and Peter Zelinski discuss a way additive manufacturing has advanced: The misperceptions have shifted. Knowledge of AM among manufacturers is more sophisticated now. The concerns that inform the perceptions of newcomers have therefore changed.
Read More
Video: Intelligent Layering Metal 3D Printing at 3DEO
Contract manufacturer 3DEO delivers metal parts using Intelligent Layering, a binder jetting-like 3D printing process the company developed and operates internally. Here’s how it works.
Read MoreRead Next

Installing a Metal 3D Printer, Part 1: Equipment
When PADT installed a Concept Laser Mlab Cusing R metal 3D printer, the company documented the process from beginning to end. The first in a five-part series.
Read More
Installing a Metal 3D Printer, Part 3: Safety Risks
PADT’s third blog entry in a five-part series about their experience installing a Concept Laser Mlab Cusing R metal 3D printer tackles safety risks and ways to mitigate them.
Read More
Crushable Lattices: The Lightweight Structures That Will Protect an Interplanetary Payload
NASA uses laser powder bed fusion plus chemical etching to create the lattice forms engineered to keep Mars rocks safe during a crash landing on Earth.
Read More