
From BCN3D, Lithography 3D Printing With No Vat Brings Bigger Scale Plus Viscous Materials
Parts take shape in the open air. Viscous resin is rapidly carried on a laminate to build each layer. LCD screen size, not vat size, is the limit on productivity.




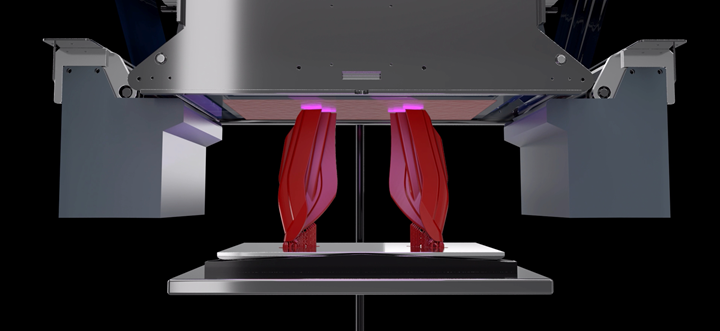
In the VLM process, material carried by a laminate fuses to the part to form the next layer. The part takes shape in the open air, unlike other lithography processes. Image courtesy of BCN3D.
3D printing technology provider BCN3D announced a new polymer additive manufacturing process it is calling Viscous Lithography Manufacturing (VLM). The process is similar to digital light processing in that it uses light to solidify a layer of material all at once, with the major difference that part formation does not take place within a resin vat. Material is carried to the part on a moving laminate instead. Two important consequences are: (1) much more viscous resins can now be used in a lithography process (because recirculation of resin within the vat is no longer a concern) and (2) build volume is now scalable without any consideration of vat size limitations. Build volume is instead determined by the size of the LCD screen solidifying each layer.
As a result, greater material freedom meets greater productivity. BCN3D CEO Xavier Faneca expressed what he sees as the import of this advance: “If 3D printing is to be the future of manufacturing, and what leads us towards local production, customization, control of supply chains and sustainability, all the players in the industry should be pushing in this direction.” VLM is his company’s move toward this goal, he says. “We want to show 3D printing in a new light so that it becomes the pivotal point of manufacturing.”



BCN3D is a 3D printer maker based in Spain currently providing fused filament fabrication (FFF) systems. In a recent press conference, Faneca and company CTO Eric Pallarés announced the new VLM technology, which they say is the result of three years of R&D.
Benefits of VLM
Instead of holding resin in a vat, the VLM process transports resin out of a reservoir on a thin laminate, where it touches the part and is hardened into the next layer. Resin not used in the layer goes back in the reservoir. Pallarés describes the process as “Laminate, transfer, cure, recover resin.” This sequence happens rapidly for each layer. The part itself remains in the open air.
The laminate surface can also move back and forth between resin reservoirs at both ends of its travels, allowing for multi-material builds.
Where viscosity is an impediment to conventional lithography-based 3D printing, the VLM process actually benefits from viscosity, because the resin's viscosity aids in its transfer to the part. The freedom to let the material be viscous expands opportunities for material developers, BCN3D says. Longer polymer chains become accessible. In addition, the viscous resin can carry and support fillers — meaning, for example, use of resins with carbon fiber reinforcement becomes practical. Materials company Arkema has partnered with BCN3D to co-develop materials for the new process.
The material freedom is coupled to what the company sees as freedom to expand the platform to production scale. Every layer requires the same time to cure, whether one part is being printed or 100 at once, the company says. The limitation on parts per build is therefore LCD size. Bigger, cheaper LCD screens will bring faster production rates.
The VLM capability is not yet commercially available. BCN3D says it is seeking users to partner with that can help it to test and further understand the application limits and possibilities of the new process before commercialization comes.
Here is video produced by BCN3D to explain the VLM process:






Related Content

3D Printed Titanium Replaces Aluminum for Unmanned Aircraft Wing Splice: The Cool Parts Show #72
Rapid Plasma Deposition produces the near-net-shape preform for a newly designed wing splice for remotely piloted aircraft from General Atomics. The Cool Parts Show visits Norsk Titanium, where this part is made.
Read More
Additive Manufacturing Is Subtractive, Too: How CNC Machining Integrates With AM (Includes Video)
For Keselowski Advanced Manufacturing, succeeding with laser powder bed fusion as a production process means developing a machine shop that is responsive to, and moves at the pacing of, metal 3D printing.
Read More
How Machining Makes AM Successful for Innovative 3D Manufacturing
Connections between metal 3D printing and CNC machining serve the Indiana manufacturer in many ways. One connection is customer conversations that resemble a machining job shop. Here is a look at a small company that has advanced quickly to become a thriving additive manufacturing part producer.
Read More
Two 12-Laser AM Machines at Collins Aerospace: Here Is How They Are Being Used
With this additive manufacturing capacity, one room of the Collins Iowa facility performs the work previously requiring a supply chain. Production yield will nearly double, and lead times will be more than 80% shorter.
Read MoreRead Next

Profilometry-Based Indentation Plastometry (PIP) as an Alternative to Standard Tensile Testing
UK-based Plastometrex offers a benchtop testing device utilizing PIP to quickly and easily analyze the yield strength, tensile strength and uniform elongation of samples and even printed parts. The solution is particularly useful for additive manufacturing.
Read More
3D Printed Polymer EOAT Increases Safety of Cobots
Contract manufacturer Anubis 3D applies polymer 3D printing processes to manufacture cobot tooling that is lightweight, smooth and safer for human interaction.
Read More
Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More