
.jpg;width=70;height=70;mode=crop;format=webp)
Melanie Lang is the co-founder and managing director of Formalloy, a San Diego-based company offering solutions for Laser Metal Deposition (LMD).

Formalloy’s core product is its Formax head for LMD. The head features a coaxial nozzle, with the laser traveling through the center of the nozzle while metal powder is blown around it. Two exchangeable nozzles are offered, providing spot sizes 0.5 or 8 mm in diameter.

Formalloy sees LMD as an option for companies who are ready to get into additive manufacturing, but aren’t ready to produce full parts with 3D printing. Deposition allows these manufacturers to experiment with repair applications or feature addition first, before moving into more complex work.
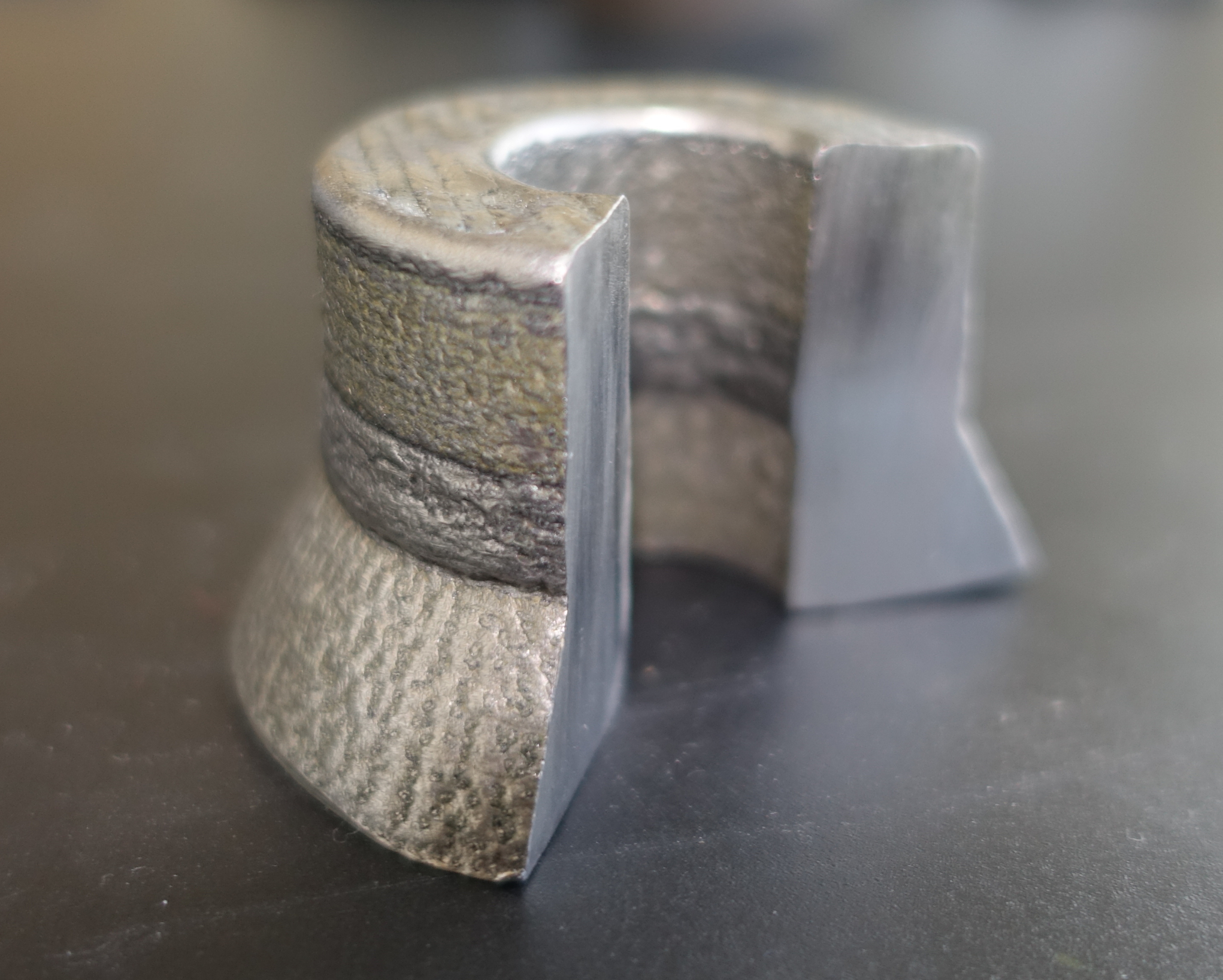
Perhaps the greatest promise that Formalloy sees in deposition is its ability to deposit multiple materials in succession or as gradients. This sample part, for instance, combines sections of Inconel 625, Inconel 718 and Stellite 6.
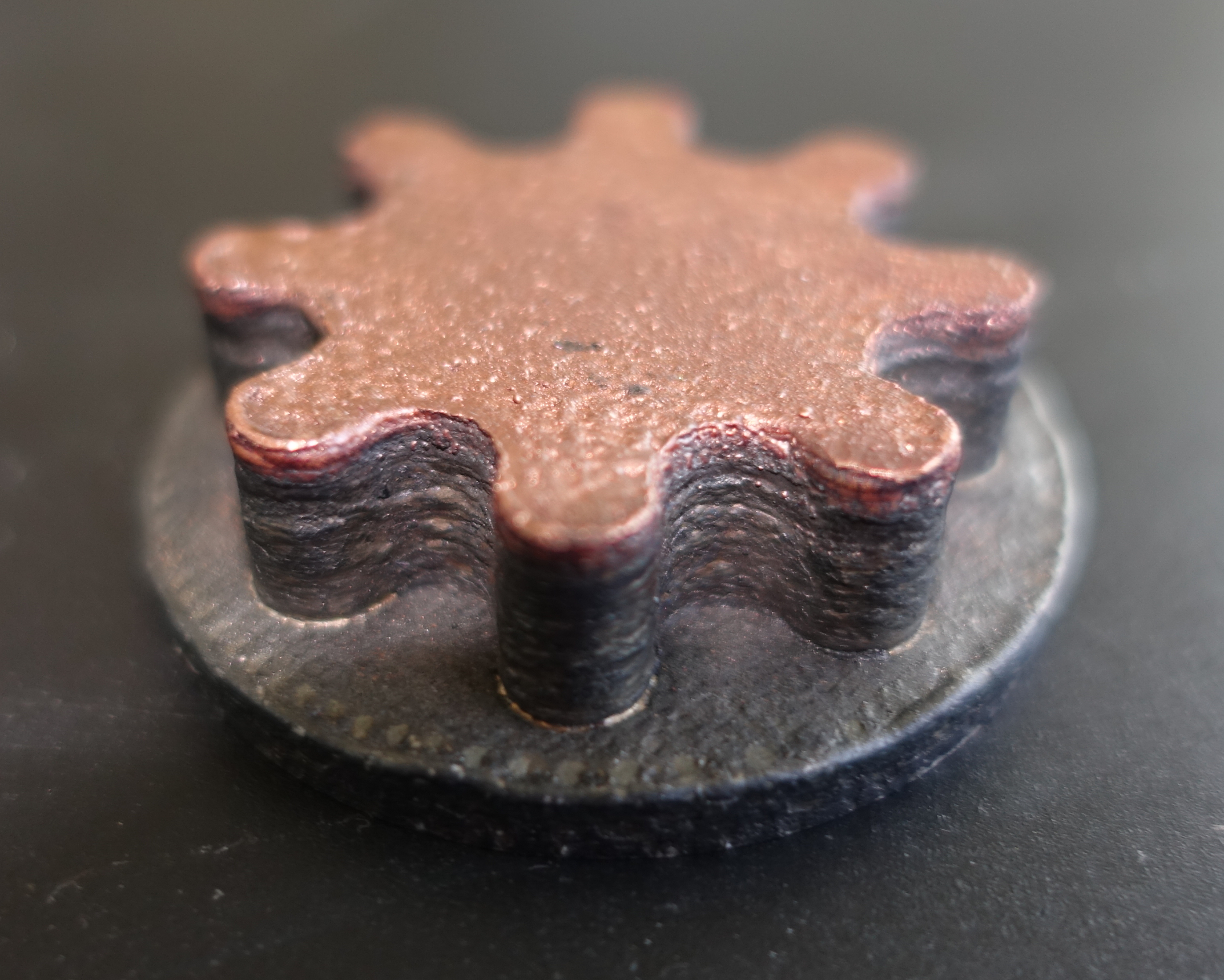
A blue laser option allows Formalloy to deposit “gold-looking” metals more easily. These reflective materials such as copper and bronze absorb the blue laser more readily than an IR laser beam. The copper topping this Inconel piece also showcases LMD’s multimaterial capabilities.

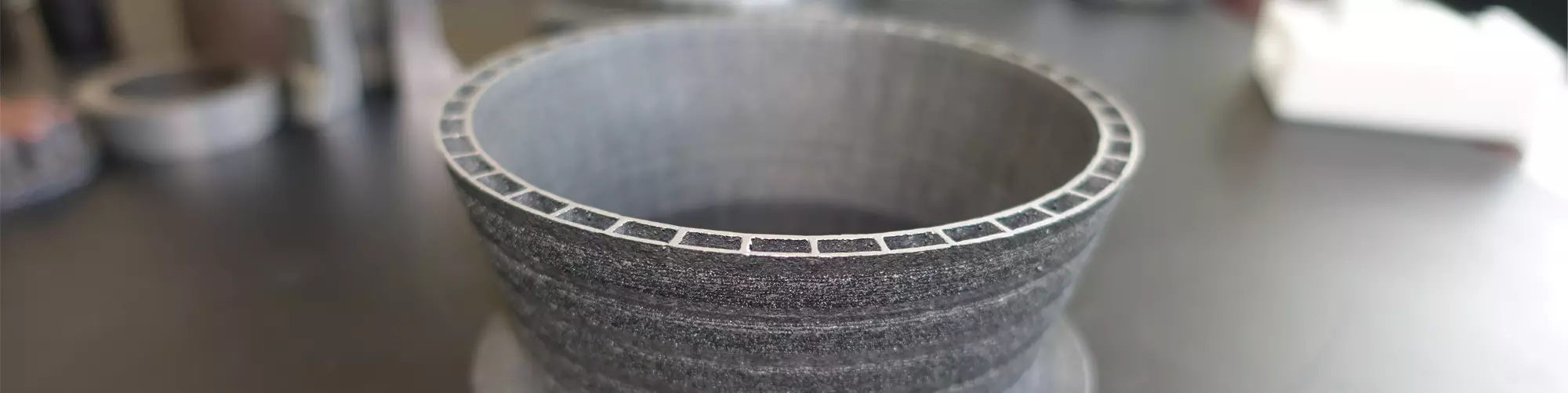
The inlets in the wall of this rocket nozzle demonstrator showcase the detail possible with laser metal deposition combined with five-axis motion.

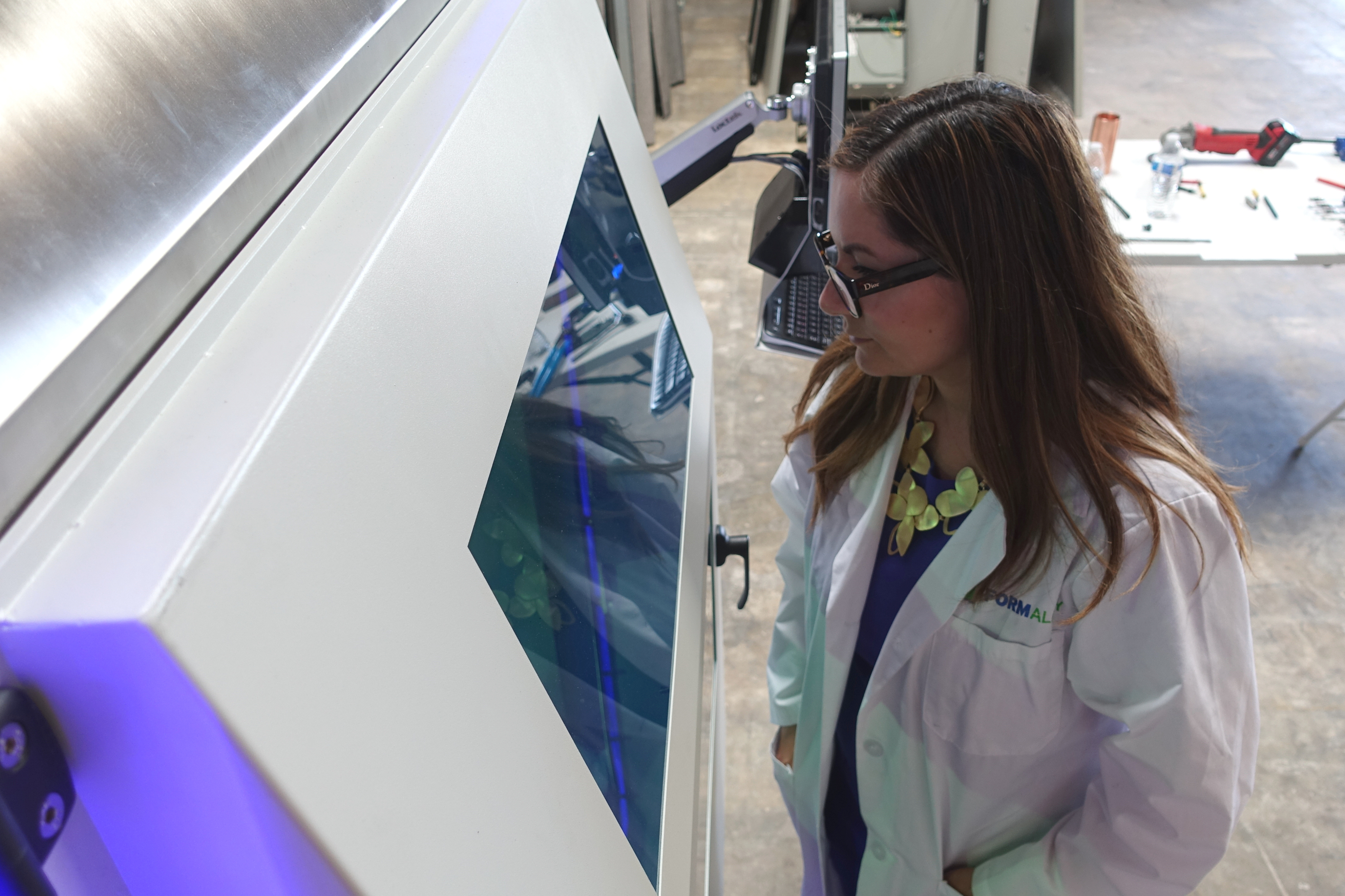
Melanie Lang demonstrates installing a powder feeder on Formalloy’s X-Series machine. The system can be equipped with as many as four powder feeders enabling multimaterial and gradient deposition.
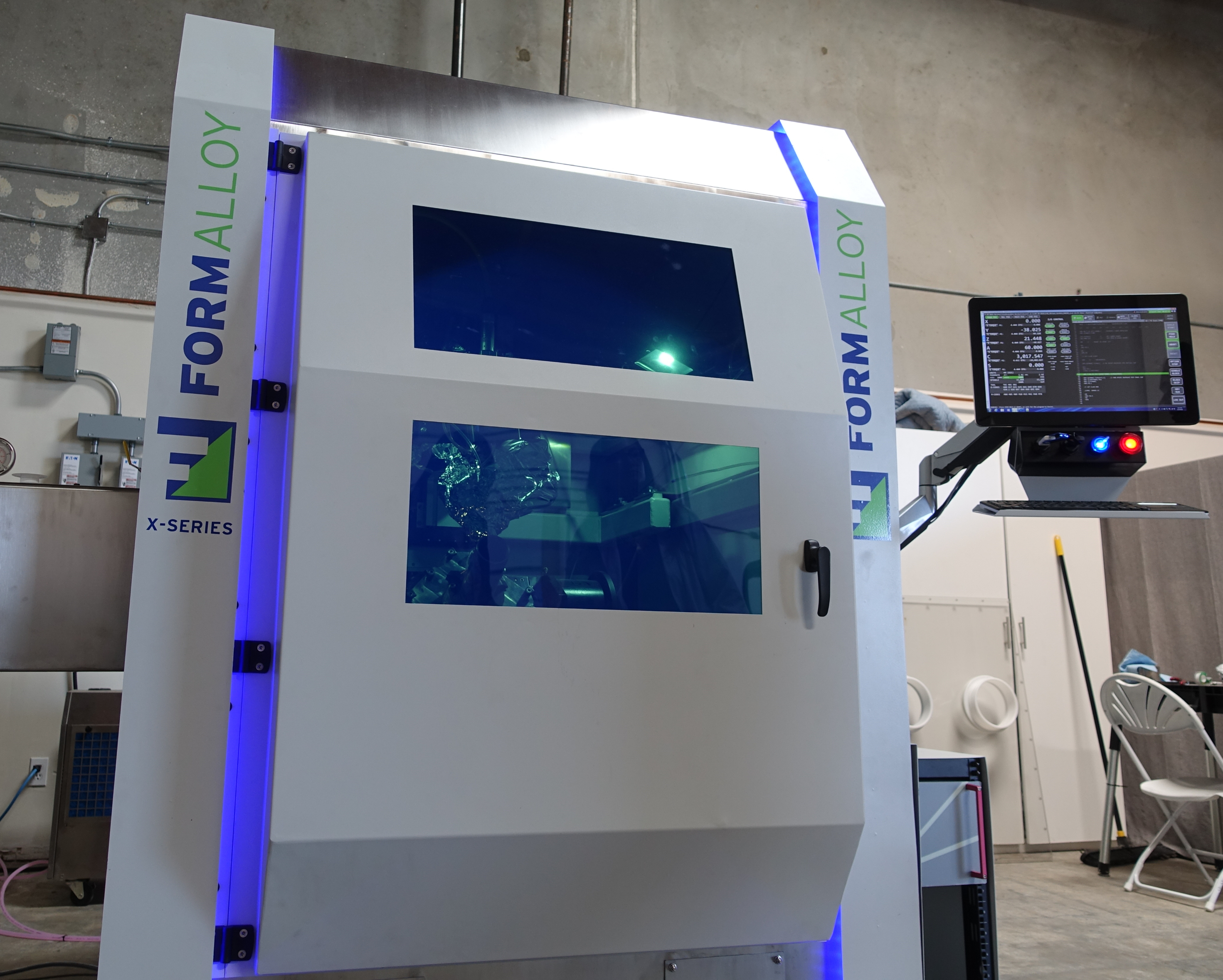
A minimally equipped X-Series system comes with a 1.5-kW laser and one powder feeder, with three axes of motion. Users can also opt for a more powerful IR laser or blue laser head, and add as many as four powder feeders and five axes of motion. The build envelope is also flexible; Formalloy says the X-Series can support part sizes “from millimeters to meters.”
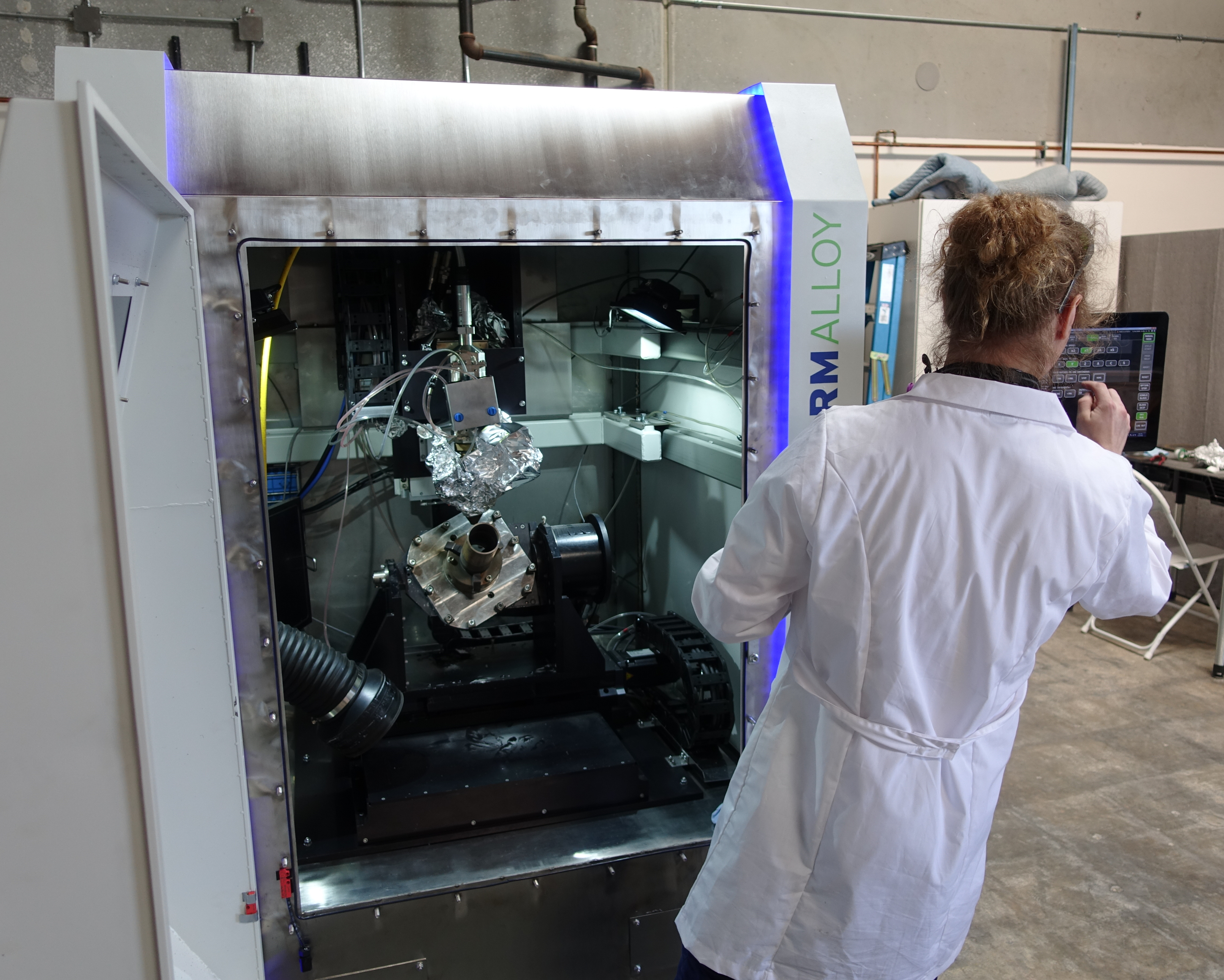
The X-Series can be fully inert, and features an airlock for passing laser heads, parts and other items in and out of the build envelope. Here, however, the door is left open while the machine deposits material using shielding gas. Kevin Steinberg (Formalloy’s third employee) adjusts the control.
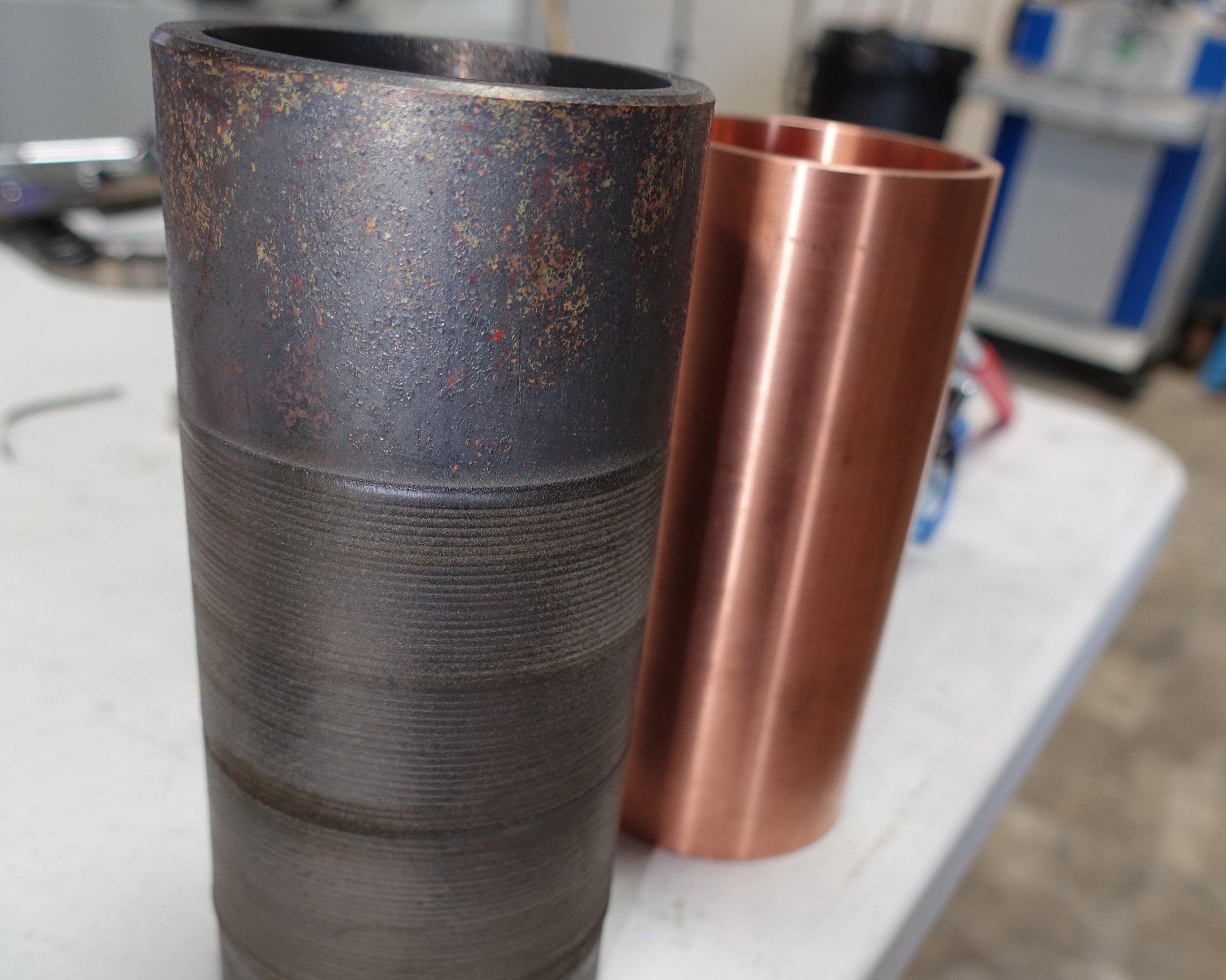
When I visited the company’s San Diego facility, Formalloy was working on an R&D project for NASA. The team was building a blast vessel that involved cladding a copper tube with Inconel to increase its strength.
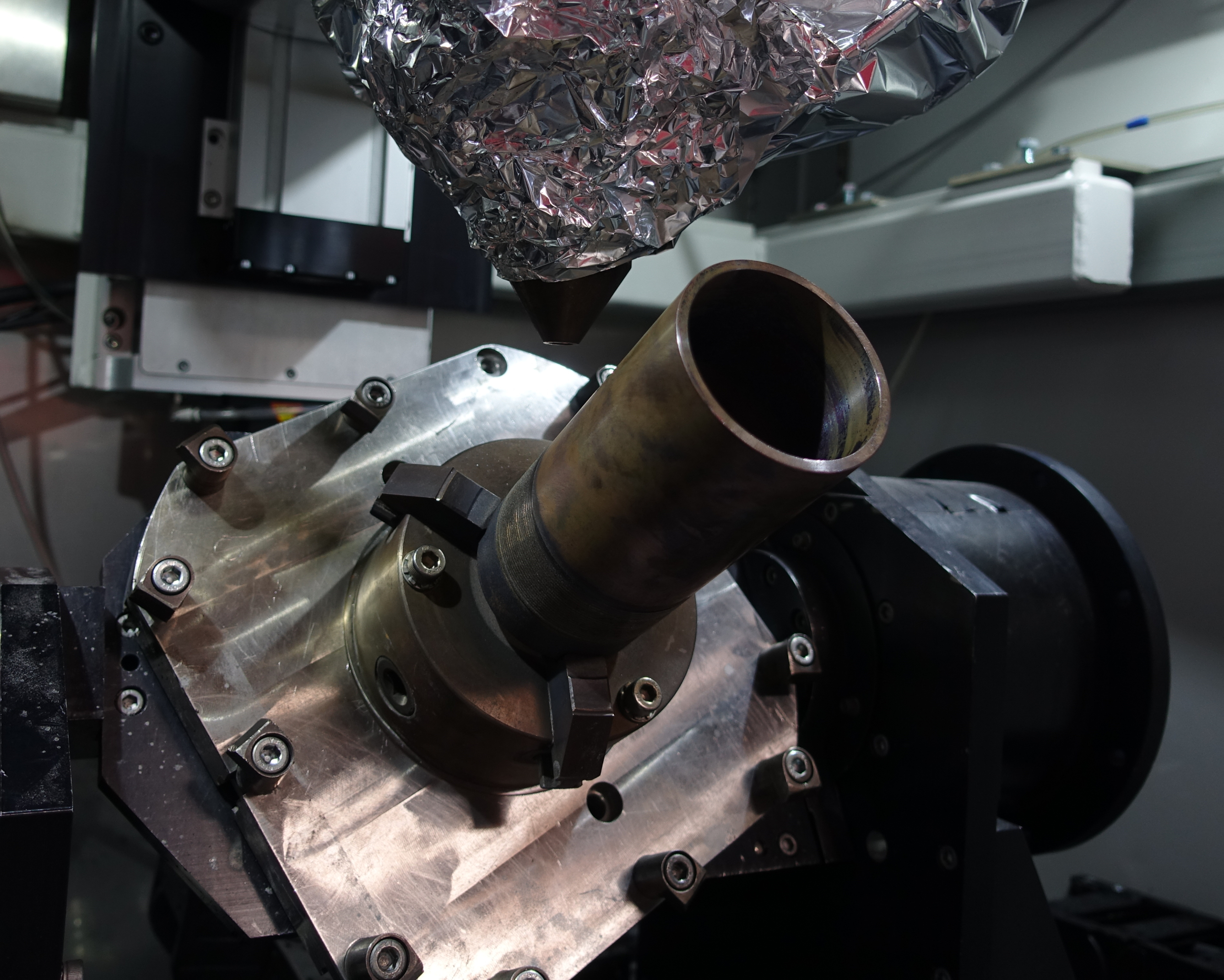
The tube was fixtured at an angle so that reflections off the copper would move outward, rather than back at the laser head. Multimaterial parts such as this are a significant area of potential for laser metal deposition as Formalloy sees it.



An additive manufacturing (AM) machine using laser metal deposition (LMD) melts metal powder in a continuous stream to build up a part. The process looks similar to welding, but that impression is misleading. The similarity suggests a somewhat primitive process, one not capable of fine detail or intricate geometries. But spend an afternoon with Formalloy and those misconceptions melt away.
Formalloy, a San Diego, California-based startup, has developed deposition heads and full LMD systems that not only are capable of fine detail and intricate geometries, but also are enabling new materials and deposition strategies and even knew design thinking.



“Engineers are used to designing parts for a single material,” says Melanie Lang, co-founder and managing director of Formalloy. “But laser metal deposition makes it possible to combine multiple parts and materials into a single build. It can completely change the way we think about making things.”
Demand Meets Expertise
Formalloy is a company of four employees, established in 2016. Co-founders Lang and Jeff Riemann met while working at Boeing. Lang continued her career in aerospace engineering later at Lockheed Martin, while Riemann went on to work for a machine design firm focused on plasma and waterjet cutting. Together their experiences gave Formalloy its goal and the means to achieve it. Namely, Lang’s tenure in the aerospace industry convinced her that challenges with lead time, tooling and cost create a real need for additive technologies, while Riemann’s work in machine design gave him the expertise required to develop manufacturing systems to meet this challenge. Today the company manufactures its own deposition heads, nozzles and powder feed systems, along with standalone additive manufacturing machines employing these components.

Learn more about LMD’s flexibility in my video interview with Melanie Lang.
But why laser metal deposition? The answer is versatility, Lang says. LMD supports diverse applications, from repair to cladding to additively manufacturing a part from scratch. That range is critical, because it offers multiple entry points to additive as well as room to grow. A company might bring in additive at first for repair applications, for example, seeing the near-immediate benefits that could come from being able to quickly add material onto a damaged part. However, once an LMD machine is installed at a facility, it’s likely that the organization will find new applications for it, leading to more advanced use of the equipment for design benefits, on-demand manufacturing or even production applications.
“It’s pretty common to find additive applications for tooling and prototyping,” Lang says. “But we’d like to see the additive technology being used in full-scale production parts, very large parts and even some large-volume parts. We can do that with fast deposition rates and the scalability of our system.”
Versatility Plus Usability
The deposition rates and scalability Lang references come from the hardware Formalloy has developed and its flexible product offerings. Formalloy’s core product is its Formax laser deposition head, which can be purchased individually (for use with a robotic arm or in a machine tool) or as part of a complete LMD system. The Formax head features a coaxial nozzle, combining an inner nozzle where the laser passes with an outer nozzle for the metal powder. This design enables a deposition rate ranging to 15 pounds per hour with 95 percent powder efficiency, the company says. Four nozzle sizes are available, one with an 8-mm resolution for depositing thicker layers of material, as in cladding applications, and smaller nozzles for finer detail, with resolution down to 0.5 mm. The nozzles are exchangeable and attach to the head with a threaded connection, so that a user can change between them without uninstalling the head. A small hand tool is provided to aid this change-over.
The head attaches to the machine spindle or robot arm with a set of latches rather than set screws, so that it can be easily removed or changed out even while using a glove box. Why might a user want to change out the head? Maintenance and cleaning could be one reason, and pursuing hybrid manufacturing could be another. But a user might also own two heads, with two different laser sources. Formalloy offers an infrared (IR) laser configuration, a source commonly used in deposition and powder-bed systems, as well as a blue-light laser.
A blue laser uses a shorter wavelength than an IR laser, enabling it to achieve greater efficiency at high power. Gold and “gold-looking” materials like copper and bronze will reflect an IR laser, but can better absorb the short wavelengths of the blue laser, Lang says. Some materials also behave differently; titanium, for instance, processes more quickly and builds up faster. The speed enabled by a blue laser’s power could be a boon for R&D organizations that want to quickly build up material samples for testing, or experiment with a greater range of materials. The dual laser options also allow for innovative applications involving multiple materials, such as cladding applied to a base material to impart characteristics such as strength, thermal properties or even magnetism.
Formalloy’s baseline LMD system is its X-Series machine starting at $200,000 for a 500-W laser deposition head, one powder feeder and three axes of motion. Users can opt for a more powerful IR laser or blue laser head and add up to four powder reservoirs and five axes of movement; without a limiting factor such as a powder bed or recoater blade, the machine’s build envelope is flexible “from millimeters to meters,” the company says. Users also have the option of using shielding gas, or setting up the machine for deposition within an inert atmosphere. The inert configuration equips the machine with a glovebox attachment so that users can switch parts and machine elements without degassing the whole system, saving time and the cost of gas. The machine also offers a small airlock on its side for passing parts, nozzles or heads in and out of the system when the glove box is in place.
Capability Begets Expertise
Though Formalloy has developed capable technologies, learning how best to apply them in specific situations is still a process. When I visited Formalloy’s facility in San Diego last year, the team was conducting an R&D project to build a blast vessel for NASA. Though the company isn’t interested in being a parts provider, Lang sees projects like this as critical for winning new business. In this case, NASA’s interest was not in having Formalloy supply the part but to define a potential process for manufacturing it.
R&D work also helps the company learn alongside the customer, and figure out how to use its own technology in the most effective way for the application. The blast vessel, for instance, required cladding Inconel onto a copper tube to improve its strength. The X-Series machine performing this work was fitted with the IR laser, which is better suited to Inconel. However, because of the reflective nature of the copper base material, Formalloy fixtured the tube at an angle inside the machine, so that the laser would avoid meeting the part at a right angle and reflecting back at the head.
Figuring out how to get different metals to work together is an ongoing challenge, but opens up many potential applications. Multiple powder feeders make it possible to feed up to four materials to the deposition head and lay them down in a gradient. Some metals work well together, while others can form problematic intermetallics that result in a brittle connection that can come apart. In these cases, Formalloy has learned that it can use a third, intermediate material to ease the transition between the two. The company is experimenting with bonding together other dissimilar metal combinations like stainless steel and titanium.
If Formalloy can work out just the right processes for applying materials together such as these, the success will open the door to unique part properties that could not be achieved otherwise. For example, an Inconel part could be banded with copper for better thermal transfer. An inexpensive steel could be clad with Stellite for better wear and corrosion resistance. Components that might have been assembled from parts made of two different metals might instead be made as one piece. With these options available to them, engineers could reimagine parts and assemblies in previously unimagined ways.
Automate and Learn
Getting to unique part designs and properties also depends on the reliability and repeatability of the process. That’s why Formalloy has been working toward closed-loop process control that will help to automate LMD as well as guarantee the quality of the resulting parts. According to Lang, the technology needs to pass through three maturity levels to get to a truly automated process: the ability to sense what’s happening in the process; notify a human to correct any problems that arise; and finally “learn” to correct the problem without human involvement.
Formalloy is now entering this third stage. Its X-Series system is capable of smart deposition strategies based on machine motion, for instance reducing the laser power at corners and other points of deceleration to limit material build up and keep the rate of energy exposure consistent throughout the build. Faster speeds and lower power result in thinner depositions, while slow speed and higher power equals thicker material deposits.
The company has also recently launched its Dynamic Layer Selection technology, which uses laser scanning to monitor quality and accuracy as the print progresses. The machine captures images during the build, creating a topographical map of each layer, measuring its height and checking for defects compared to the CAD model. This function operates independently of the motion control to track the build’s progress. Currently, if the system detects a defect, it will stop the build and notify the operator.
But eventually, Dynamic Layer Selection will enable the machine to repair the error itself before moving on. The system will be able to deposit additional material, for instance, to prevent developing porosity and stop the error from amplifying throughout the part. Other future upgrades for closed-loop process control will include the integration of an infrared camera to monitor the meltpool, to help ensure the density of the final part.
While multimaterial and gradient capabilities may be the promise of laser metal deposition, Formalloy sees closed-loop process control and the quality assurance it offers as the development that will let LMD realize its full promise.
“I think the biggest thing is ensuring that we can get the quality and repeatability that you can get from traditional manufacturing, or better,” Lang says. Once that is accomplished, she says, “The next step for LMD is really to help with additive’s transition to full-scale production.”






Related Content

Video: AM for Harder, Longer-Lasting Brake Discs
Additive manufacturing is being applied to limit automotive brake dust. For a major automaker, Etxetar and Talens are developing a production-speed directed energy deposition system to give brake discs a precise layer of wear-resistant carbide.
Read More
Video: AM for Repair of Large Shafts
Wind power shafts that might once have been scrapped are now returned to service. See the robotic directed energy deposition (DED) and shaft preheating system developed by Ikergune, Izadi and Talens.
Read More
Video: 5" Diameter Navy Artillery Rounds Made Through Robot Directed Energy Deposition (DED) Instead of Forging
Big Metal Additive conceives additive manufacturing production factory making hundreds of Navy projectile housings per day.
Read More
New Equipment, Additive Manufacturing for Casting Replacement and AM's Next Phase at IMTS 2024: AM Radio #54
Additive manufacturing’s presence at IMTS – The International Manufacturing Technology Show revealed trends in technology as well as how 3D printing is being applied today and where it will be tomorrow. Peter Zelinski and I share observations from the show on this episode of AM Radio.
Read MoreRead Next

Video: Formalloy Finds Flexibility in Laser Metal Deposition
Melanie Lang, founder and managing director of Formalloy, talks with Senior Editor Stephanie Hendrixson about laser metal deposition (LMD) for multiple materials and applications.
Read More
Crushable Lattices: The Lightweight Structures That Will Protect an Interplanetary Payload
NASA uses laser powder bed fusion plus chemical etching to create the lattice forms engineered to keep Mars rocks safe during a crash landing on Earth.
Read More
Alquist 3D Looks Toward a Carbon-Sequestering Future with 3D Printed Infrastructure
The Colorado startup aims to reduce the carbon footprint of new buildings, homes and city infrastructure with robotic 3D printing and a specialized geopolymer material.
Read More