

.jpg;width=70;height=70;mode=crop;format=webp)

California-based startup 3DEO originally set out to commercialize a metal 3D printing technology, but changed tactics to apply that technology to making parts instead. Marty McGough (left) came onboard to help the three founders, Payman Torabi, Matt Sand and Matt Petros, shepherd the company toward production.

3DEO’s process combines aspects of binder-based additive manufacturing and milling with metal injection molding (MIM) powders and a MIM sintering furnace (left). The 3D printers are housed in the temperature-controlled “pod” pictured to the right.
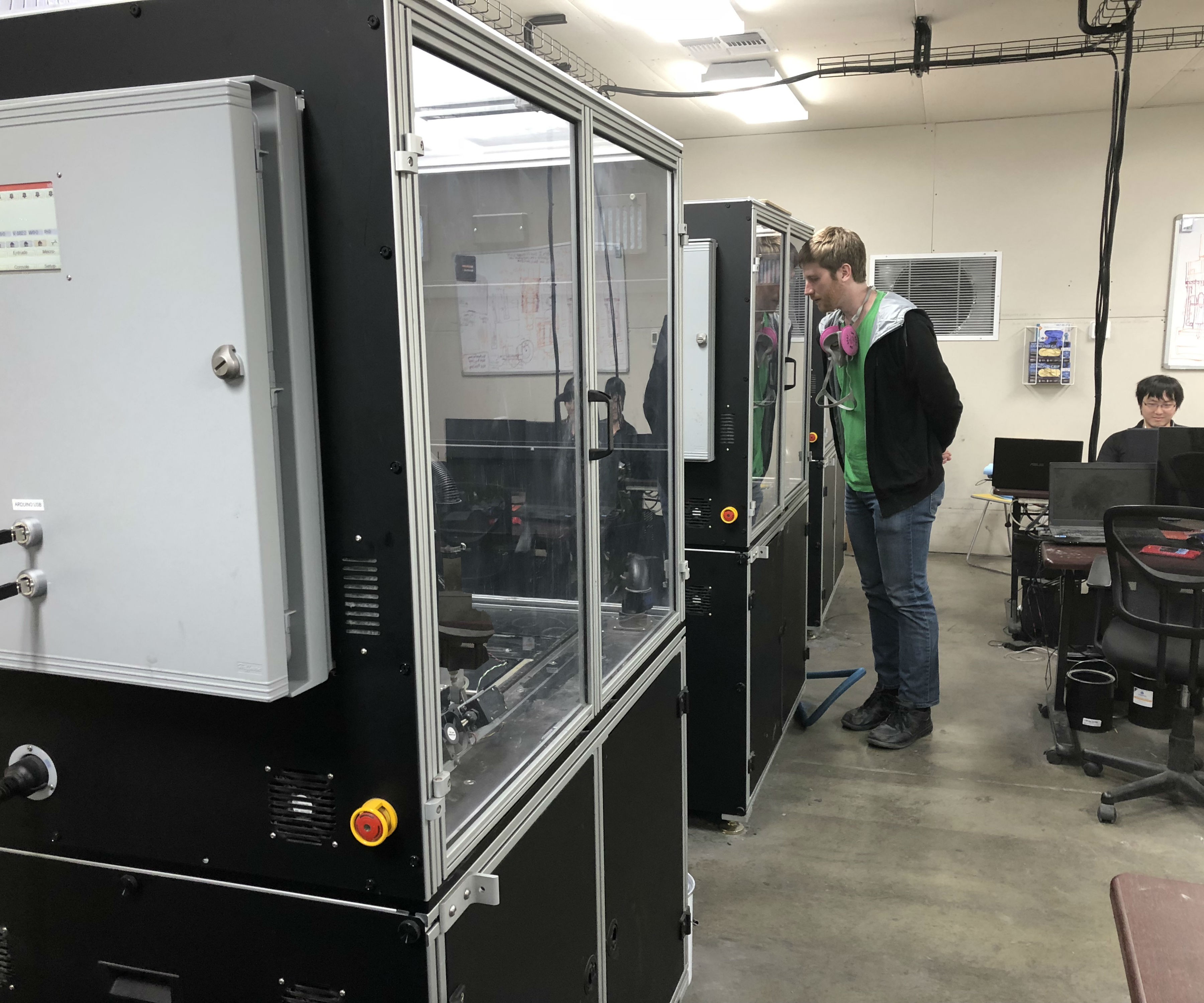
The pod currently holds five 3D printers, with room for as many as 12 machines. One operator today can run three printers at once. Someday, operators may run as many as eight machines simultaneously.
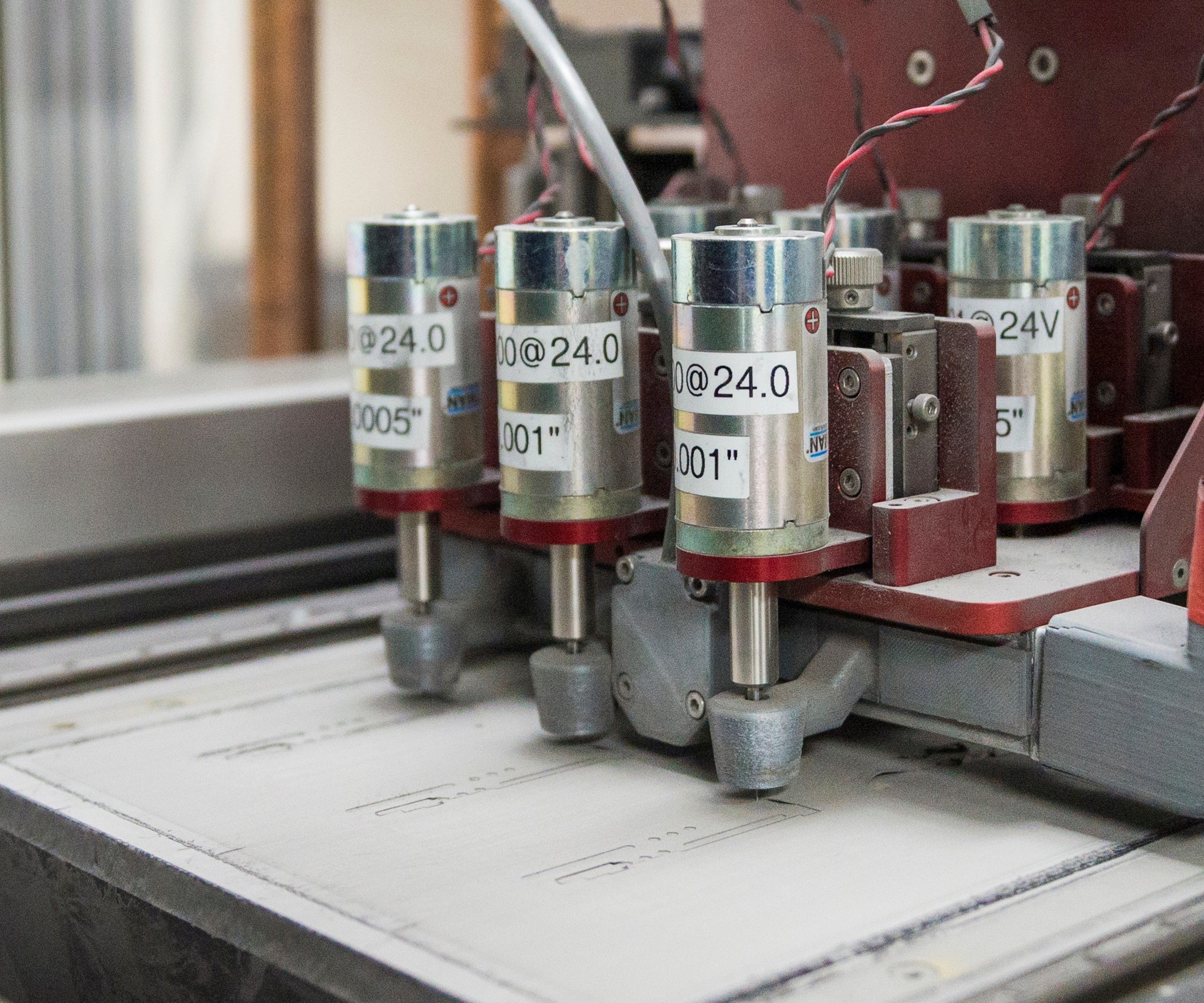
3DEO’s process involves spraying layers of MIM powder with a binding agent, and then milling the green parts one or multiple layers at a time. The machine’s modular tool carriage can hold as many as eight micro end mills to trim a group of parts simultaneously.

After being broken out from the cake of material (visible near the back of the table), the green parts are cleaned of excess powder by hand on a vacuum table to prepare them for the final sintering step in a MIM furnace.

3DEO’s furnace can process as many as 5,000 3D-printed parts at a time in a sintering process that takes place in just 12 hours, half the time required for MIM parts.
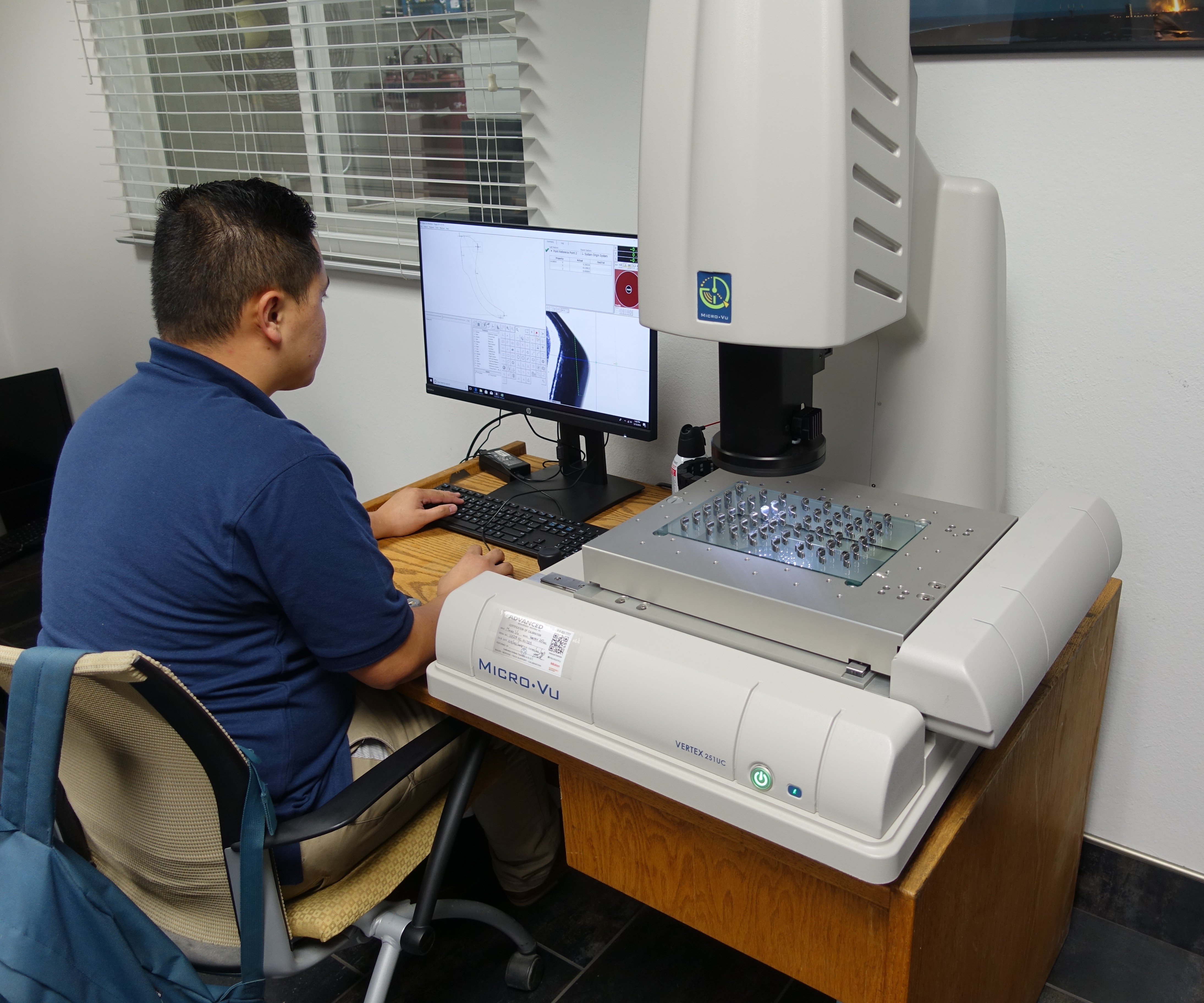
3DEO relies on its Micro-Vu Vertex 251UC for vision measurement, as well as a Zeiss CMM and various hand gages. The company currently inspects every part, but this is a standard the company hopes to depart from with the advance of process monitoring and control.
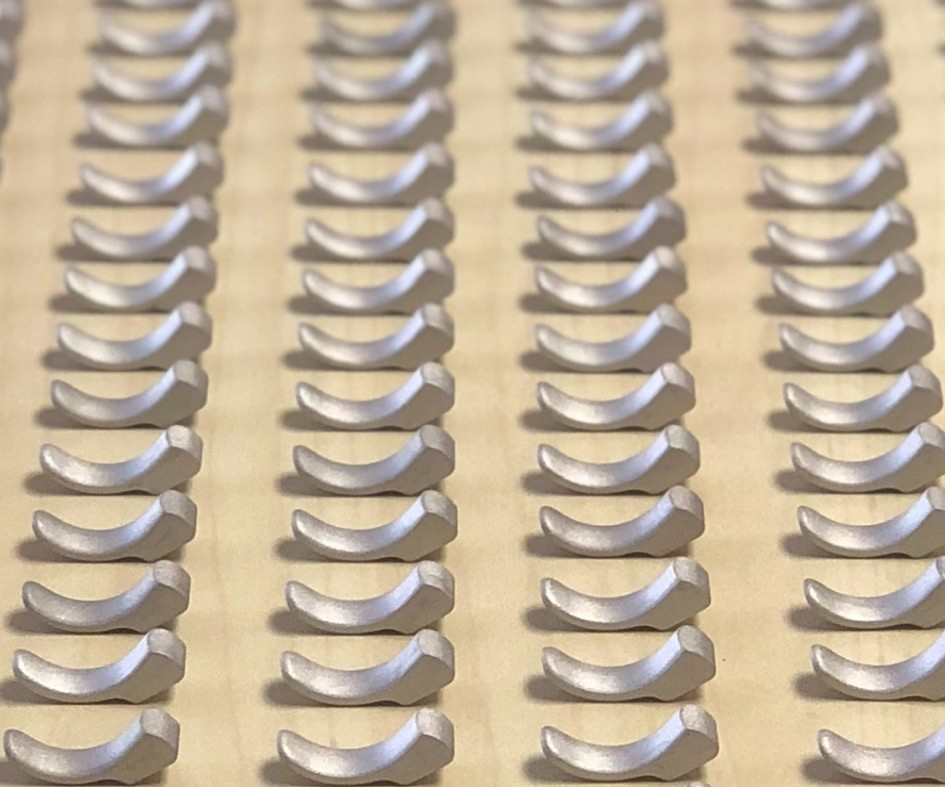
3DEO’s ongoing efforts toward automation, process monitoring and machine learning are all intended to improve the predictability and repeatability of its process. Serial production of metal parts such as these is its “holy grail.”



The central driver behind 3DEO is this: “a maniacal focus on making parts,” says Matt Sand, company president. The Gardena, California, startup is beginning to ramp up production, turning out thousands of metal 3D-printed parts per month. But 3DEO isn’t just an AM user. The company is also a technology developer, having created its own printer, software and process all for the purpose of volume production.
“Metal serial production is the holy grail,” says Matt Petros, chief executive officer. “We intend to deliver hundreds of thousands of parts, creating additive technology at scale.” Specifically, 3DEO’s interest is in making small, repeatable parts. The 3D printing technology that makes this possible—a powder-based process capable of fine detail—is targeted to that goal, enabling the company to compete with conventional processes such as CNC machining, metal injection molding (MIM) and investment casting.



From Machine to Services
Though 3DEO today emphasizes part production, the company grew out of an initial idea to build a low-cost metal 3D printer. However, once cofounders Sand, Petros and Payman Torabi, chief technology officer, began developing their technology, the strategy changed.
“The spend around a metal 3D printer is more significant than the printer itself,” Petros says. “As a result, there’s risk avoidance for parts.” Selling machines would mean justifying the cost of the printer plus auxiliary equipment to buyers, in addition to helping them identify and validate appropriate applications. Applying those machines to sell parts, however, could be a faster way forward.
Convinced that 3D printing could effectively compete with conventional processes, the company transitioned to being a solutions provider and parts producer, establishing its 13,000-square-foot Gardena facility in July 2017. It was around this time that Marty McGough, a veteran of 3D Systems with consulting experience in Lean Six Sigma, joined the company as vice president of operations, and the team set to work developing its AM process for quality, speed and cost-efficiency.
“The customer doesn’t care about the method,” Petros says. “They assume quality and on-time delivery,” so in the end, the competitive edge comes down to price. 3DEO recognized that it could compete against conventional manufacturing methods by offering quality parts on time and at a lower cost, and win validation for its process along the way. Rather than selling AM equipment outright, 3DEO is commoditizing its 3D printing technology by selling parts.
As a parts producer, developing a technology and retaining it in-house also made business sense. Using another provider’s technology would come with a learning curve—a curve that can be skipped when employees have direct input on the equipment they use. The arrangement avoids the need to work with outside beta testers, which would introduce complexity and delays in the development process. The printers themselves are manufactured by a third party, but 3DEO believes that user error has been reduced because it serves as both developer and customer. Because the company doesn’t need to convince potential users of the value of its technology, it can focus on producing good parts and letting those parts speak for themselves.
Binding Plus Milling
The technology 3DEO has developed is a hybrid process that McGough describes as “traditional manufacturing with an additive funk.” Distinct pieces of the process are familiar—from machining, MIM, binder jetting additive manufacturing—but in 3DEO’s case, combined in a new way that enables the rapid production of small metal parts in series.
3DEO’s 3D printing capacity is housed in a temperature- and humidity-controlled “pod” inside the Gardena facility, a “factory within the factory” that currently holds five 3D printers with space to accommodate between eight and 12 total machines. Two of the machines remain reserved for R&D, while the other three are dedicated to production. One operator can oversee three printers currently, with the eventual goal being that a single human could manage as many as eight at once.
Each of these machines prints and mills green parts made from MIM powder within an 8 by 8-inch print bed. Using MIM powder is cost-effective and avoids the need to develop and validate AM-specific materials. 3DEO currently offers 17-4PH stainless steel, primarily used for medical and defense applications, and MIM 316L stainless steel, used for applications that require higher corrosion resistance. Additional materials including Inconel, cobalt-chrome, titanium and tool steels are also in testing.
A recoater blade spreads a thin layer of the metal powder and then binder is sprayed evenly across the entire layer. Note that the printer is not jetting the binder—that is, depositing droplets point-by-point over a cross-section—but binding the entire layer at once, which 3DEO says results in better consistency throughout the build.
“We’re essentially creating a cake,” Petros says. “If we do it properly, material properties will be consistent throughout.” The spray approach also enables greater resolution versus binder jetting, where the droplets of binder tend to be larger than the powder particles they bind.
After binding, micro end mills cut the perimeter and cavities of each part while a vacuum tip removes scrap powder. The modular cutting tool carriage can carry as many as eight end mills along parallel tool paths simultaneously, creating multiple parts at once. The three-axis motion of the machine is controlled by G code and the company’s own toolpath software.
Cutting the parts green like this has several advantages. First, tool wear is greatly reduced compared to milling a solid piece of stock or a final sintered part. In fact, the micro end mills currently in use at 3DEO’s facility have never been replaced in the company’s history. Second, machining during the build process leaves smooth, clean walls with good surface finishes, reducing the need for postprocessing.
Machining as a step in the printing process also enables different cutting strategies, which 3DEO refers to as its “Intelligent Layering” strategies. Parts can be cut after every layer for the best tolerances, or after multiple layers to save time. For 2.5D parts or features, up to 10 layers can build up before machining, saving time. The machine can also cut at depths of less than a full layer’s thickness to create intralayer features and enable finer tolerances than the printer could alone. Or, it can cut across multiple layers in a three-dimensional tool path to eliminate stair stepping and improve the finish.
Once the print is complete, the entire block of material is removed from the printer at once. Parts are freed from the cake using the “super puncher,” a device fitted with custom tooling that forces the parts to break out through the bottom of the powder cake. Excess material is removed manually, and then the parts are sintered in a standard MIM furnace that accommodates as many as 5,000 pieces at a time, in 10 to 15 trays.
Facing the Competition
3DEO doesn’t see other metal AM processes as its competition. Rather, it is competing with CNC machining, with investment casting and with MIM—and currently thriving on complex geometries that would be difficult or time-consuming to make with these methods.
Part of 3DEO’s advantage comes from its pursuit of a “balanced line,” McGough says. A MIM line can become unbalanced because the furnace can be a bottleneck. MIM parts require a debinding step and then a 24-hour sintering cycle, which means a furnace can only sinter one batch per day. But because 3DEO’s parts have low binder content, they can go straight into the furnace, no debinding required. And, a sintering cycle for these parts takes only 12 hours, enabling a more balanced line that essentially doubles the production volume over MIM. The sintered parts are more than 99 percent dense with properties that are actually closer to wrought material than MIM parts, the company says.
“The closer you are to near-net shape in the printing process, the lower the cost.”
Part quality is another advantage, because for 3DEO, better tolerances equal better yields. The printers are capable of holding one thousandth of an inch in resolution, and raw parts out of the furnace have surface roughness ranging from 100 to 120 microinches Ra. “The closer you are to near-net shape in the printing process, the lower the cost,” McGough explains, that is if the cost for a metal part comes from achieving near-net shape (through 3D printing, casting, etc.) and then machining it to final dimensions.
For example, the company currently manufactures a few hundred gear parts per month that previously cost $30 to $40 apiece to machine. The 3D-printed gear still requires post machining, but 3DEO’s process allows the company to include a machining starter hole in the near-net shape, which saves time in finishing and helps locate the hole correctly, reducing scrap and overall cost.
This isn’t to say that 3DEO would always win work away from these more established processes, especially on simpler designs. But similar to additive technologies used by other companies, it currently thrives on small to medium volumes—applications in which the quantity of parts requires a prohibitively high number of change-overs for milling or EDM, or where MIM tooling would be too costly to justify the batch size.
For example, 3DEO recently won a job producing 2,400 pieces per month of a part that was previously CNC machined, with a tight hole location tolerance. When order quantities increased, the machine shop declined to ramp up production because the change-over between each piece would make the job too time consuming. 3DEO was able to make the part using the original design, competing only on the strength of its process.
Toward Repeatability at Scale
For now, the company relies on 100 percent inspection of its production parts, utilizing a Zeiss OI-322 CMM for tactile probing and a Micro-Vu Vertex 251 UC for 2D vision measurement, in addition to calipers and pin gages. Salt bath, tensile and fatigue strength testing are also used for quality control. The goal, however, is to get away from the need to inspect every part by more tightly controlling the process overall. Once the process is dialed in this way, the company says it can scale up accordingly.
With this end in mind, 3DEO is embarking on a detailed process mapping exercise, with the goal of understanding process ranges and variations, and then keeping each print within predictability zones. For instance, 3DEO has found that the bed temperature has a direct influence on the quality of the part, and therefore should be held consistent within the bed and across all the printers. The ability to monitor and adjust bed temperature will be one more way of ensuring part quality.
“Getting the part right three times is trivial. Three thousand times, or three hundred thousand times, is the goal.”
Long-term, automation is the objective. The bones of closed-loop control are already in place, with an overhead camera inside each printer that takes a 4K-resolution image of every layer. One day the machine control will use these images to detect errors in the layer and instruct the printer to lay down more material or perform additional machining to correct it. 3DEO will eventually utilize a central server to communicate with all its printers, with monitoring software to provide alerts and real-time control. Tracking machine to machine, part to part and layer to layer is a step toward machine learning for more repeatable production.
Other advancement will come in the form of adding more machines—the current facility could support as many as 50 printers—and bringing postprocessing capabilities in-house. There’s also potential to sell the “pods” as self-contained systems in the future, but 3DEO is in no rush to get there. Instead the focus for now is fast-tracking its services to customers by finessing the process, adding new materials and pursuing certifications. The company intends to achieve ISO 9001:2015 by the end of October, a goal that is less about the certification itself “and more about continuous improvement, while getting certified along the way,” Petros says. For 3DEO, these efforts represent its ongoing pursuit of repeatability, which is ultimately the enabler of production.
“Getting the part right three times is trivial,” Petros says. “Getting it right three thousand times, or three hundred thousand times, is the goal.”






Related Content

How Machining Makes AM Successful for Innovative 3D Manufacturing
Connections between metal 3D printing and CNC machining serve the Indiana manufacturer in many ways. One connection is customer conversations that resemble a machining job shop. Here is a look at a small company that has advanced quickly to become a thriving additive manufacturing part producer.
Read More
Additive Manufacturing Is Subtractive, Too: How CNC Machining Integrates With AM (Includes Video)
For Keselowski Advanced Manufacturing, succeeding with laser powder bed fusion as a production process means developing a machine shop that is responsive to, and moves at the pacing of, metal 3D printing.
Read More
Beehive Industries Is Going Big on Small-Scale Engines Made Through Additive Manufacturing
Backed by decades of experience in both aviation and additive, the company is now laser-focused on a single goal: developing, proving and scaling production of engines providing 5,000 lbs of thrust or less.
Read More
This Drone Bird with 3D Printed Parts Mimics a Peregrine Falcon: The Cool Parts Show #66
The Drone Bird Company has developed aircraft that mimic birds of prey to scare off problem birds. The drones feature 3D printed fuselages made by Parts on Demand from ALM materials.
Read MoreRead Next

When Is 3D Printing Cost Effective?
Hype continues to surround additive manufacturing. These three factors can help determine whether a part is worth 3D printing.
Read More
Additive Manufacturing Is Succeeding in Production! Here Are Examples
We are no longer predicting that additive manufacturing will be used in production — because it already is. Find real stories of 3D printing for full production at AM's leading edge in this collection.
Read More
Crushable Lattices: The Lightweight Structures That Will Protect an Interplanetary Payload
NASA uses laser powder bed fusion plus chemical etching to create the lattice forms engineered to keep Mars rocks safe during a crash landing on Earth.
Read More